去年年底,我去了一家做精密铸造的工厂。车间里粉尘弥漫,噪音震耳。角落里却摆着两台桌面级3D打印机,落了一层灰。老板苦笑:’买来玩的,打印点夹具都嫌慢。’——就这一句话,把我拉回了现实。3D打印这些年在媒体上封神,仿佛无所不能。可真正下过车间的人都知道,故事没那么简单。

说实话,我干机械设计十五年,亲眼看着这项技术从实验室玩具变成工业工具。激动过,也失望过。现在更多是冷静。前些天还跟一个做注塑的朋友争论到半夜,他说3D打印永远上不了批量产的台面,我说你等着瞧。但我们俩都同意一点:这行当的泡沫,早该挤一挤了。
速度与成本:天花板到底在哪里?
提到增材制造,外行总爱拿它跟传统加工比。比得了吗?一个CNC加工中心,主轴一开,每分钟进给几米,铁屑飞溅。而激光烧结(SLS)呢?一层铺粉,一层烧结,一个手板大小的零件得折腾大半天。❗更别提后处理——去支撑、打磨、热处理——时间成本直接翻番。
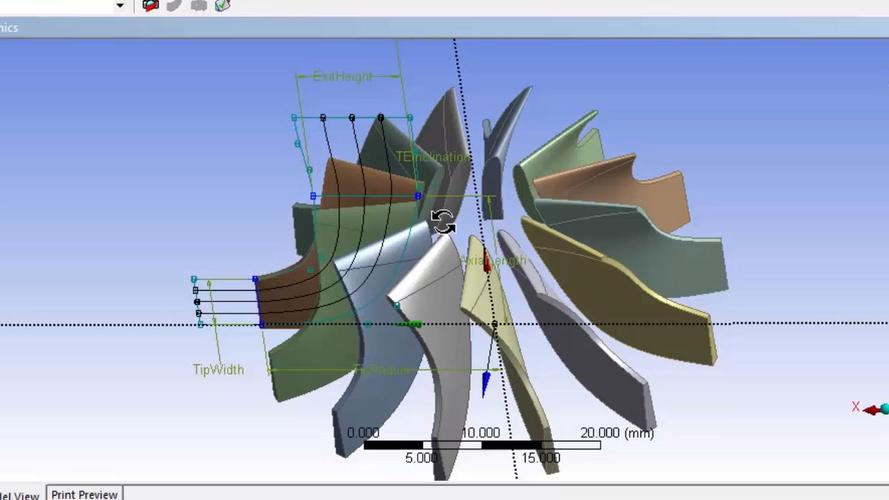
不过话说回来,有些活儿还真就只能靠它。去年我们接了个涡轮增压器叶轮的样件,内部流道极其扭曲,五轴机床都搞不定。我用金属激光熔化(SLM)技术,一次打印成形,尺寸公差 ±0.1mm。客户拿到手,眼睛都亮了。但成本呢?一个叶轮,光粉末就花了近三千块,还不算设备折旧。这玩意儿要是批量做,老板得哭。
问:既然这么贵,为什么现在还有那么多企业上马金属3D打印?
答:因为账不是这么算的。传统加工叶轮,得先做电极、开模具,周期至少四周。3D打印三天交货。对于研发阶段,时间就是市场。而且复杂零件,传统工艺得拆成多个部件焊接,3D打印一体成形,可靠性提升。懂行的都知道,这不是替代关系,是互补。当然,得看产品——要是打印个销轴,那是脑子进水。
材料:致命短板还是突围方向?
这几年我在材料上踩的坑,都够写本书了。最早试过国产的PLA线材,打印到一半堵头,拆开一看,杂质太多。后来改用进口的,贵得肉疼。😠 金属粉末更是重灾区。国内某牌子的不锈钢粉,氧含量标称合格,实际烧结出来全是微裂纹。找厂商理论,人家说’你工艺没调好’——气得我当场拍桌子。
但材料领域也在悄悄进步。上个月去慕尼黑展会,看到一种铜合金粉末,导热率比纯铜还高,专为散热器设计。还有陶瓷增强的尼龙,耐温能达到180℃。💡 这些才是真正的工业级应用。可惜啊,大部分材料数据还是太封闭。我想模拟打印变形,连热物性参数都查不全。
问:有没有什么材料是传统工艺做不了,只有3D打印能搞定的?
答:梯度功能材料。比如一边要硬度、一边要韧性的刀具。传统方法靠焊接或机械连接,结合界面脆弱。用多材料打印技术,可以让成分连续变化,效果天差地别。还有生物医疗的钛合金植入物,可以打印出仿生骨小梁结构,细胞能长进去。这都不是新鲜词了,但真正做到临床批量应用,还得跨过认证的门槛——另一堵墙。
标准化之痛:谁为失败买单?
这行最让我头疼的,根本不是技术,是扯皮。打印一套工装,精度超差了,谁的责任?设计问题?设备波动?材料批次差异?后处理变形?每个环节都能甩锅。有次给汽车零部件做检具,按图纸打印出来,装配不上。最后发现是数模没考虑热收缩补偿。设计工程师拍胸脯说补偿系数0.8%够用,实际收缩了1.2%。结果呢,项目延期一个月,损失小十万。😩
说到底,行业缺标准。传统制造有完备的ISO、ASTM,到了增材制造这儿,很多还停留在指南阶段。就算有标准,执行也看心情。我见过同一台设备,夏天打的件和冬天打的件,性能差15%。操作员懒得做光路校准,你能拿他怎么办?
所以我现在给客户做方案,头一条就是先做工艺定型。材料、参数、后处理全部锁定,反复验证,形成内部规范。这相当于自己当一回铺路石。但没办法,要想把3D打印真正融入产线,就得这么较真。
问:那中小企业没这个实力做验证,该怎么办?
答:说实话,很难。要么抱大腿,找专业的打印服务商,让他们承担质量责任。要么从非关键件开始试水,积累经验。现在有些平台提供云端工艺库,选好材料和参数包,能降低一些风险。但千万别信那种’一键打印’的鬼话——再智能的机器,也需要懂工艺的人。人才断层,才是这个行业最致命的隐忧。
最后说点个人感悟。3D打印不是救世主,也不是骗局。它是一种工具,就像电焊、冲压一样。用对了地方,能创造奇迹;用错了地方,就是个昂贵的摆设。这些年在工厂里摸爬滚打,我越来越觉得,技术本身是中性的,关键在于人怎么用它。而这一点,往往被那些夸夸其谈的报道忽略了。