你以为雷蒙磨只是台机器?它是个系统
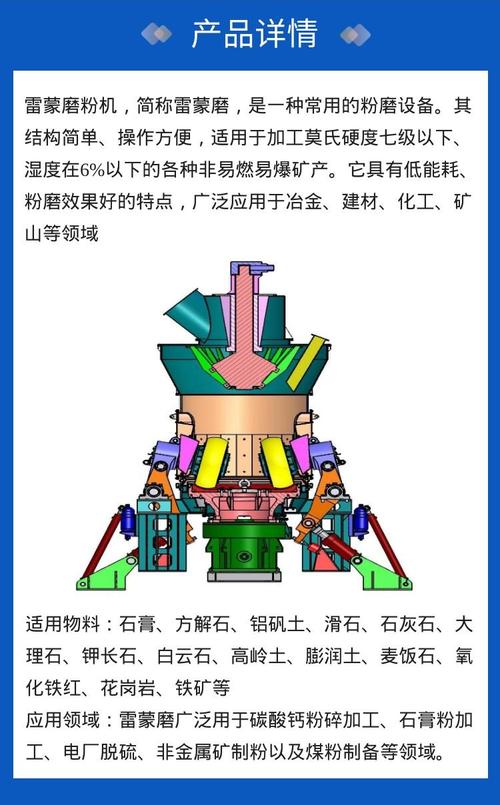
很多人买雷蒙磨,盯着主机功率和磨辊直径看半天,觉得参数漂亮就下单。哈,等着吧,装完发现产量死活上不去。问题出在哪儿?风机!风机风量不匹配,分级机转速没调好,整个系统气路不通畅——这些东西,厂家给的参数表会告诉你吗?💡 我见过一个厂,买了一台5R雷蒙磨,结果配了个小风机,愣是把4125型号的机器憋出了200目的细度,产量却只有标称的一半。你说冤不冤?雷蒙磨不是孤立的主机,它是一个由主机、风机、分级机、管道、收尘器组成的完整系统。选型时,必须把所有环节的参数吃透。
问:雷蒙磨的系统匹配,自己怎么简单判断? 答:听声音,摸管道。风机转速起来,听管道里有没有啸叫——如果有,说明风道截面不合理或者有堵塞。再摸收尘器出粉管的温度,如果烫手,那系统可能处于正压状态,效率极低。这两个土办法,比啥计算都直观,不信你试试。❗
保养的秘诀:别跟说明书学,要跟机器“聊”
说明书上说,雷蒙磨每运转1000小时换一次油。但你知道吗?在南方潮湿环境里,500小时机油就乳化了。照本宣科,等着抱轴吧。我自己的经验:夏季连续生产,40天必须检查一次磨辊轴承。拆开一看,油脂发灰变稀——得,立刻换。别心疼那点黄油钱。还有铲刀,这玩意儿是易损件里的“短命鬼”。有时候,一堆物料堆在铲刀底部,因为含水率高,黏住了。操作工还以为产量正常,一看电流波动,已经晚了,铲刀早就磨秃噜了。所以,每天下班前,必须清理铲刀和料斗的死角。别偷懒,一偷懒就给你颜色看。
强烈推荐一种做法:在雷蒙磨传动皮带上方加装一个简易的防护罩监测窗。这样不用停机就能观察皮带张紧和跑偏。有些厂为了安全,做得严严实实,结果皮带断了才发现,耽误半天工。我们车间改了之后,提前两次发现皮带裂纹,避免了停机。这东西成本几十块,省下的是真金白银。

那些年,我遇到的雷蒙磨“顽疾”
说起来都是泪。有一台雷蒙磨,突然成品里出现黑点。查了三天,原料没问题,分级机叶片也没磨损。最后你猜是什么?主机磨环的锁紧装置松了,导致磨环与机壳之间摩擦产生金属粉末。就这么个屁大点事,毁了十几吨粉。从那以后,我规定每班必须用听棒检查磨环锁紧块——听那一下清脆的敲击声,比啥巡检表都管用。
问:雷蒙磨的振动值超标,怎么快速定位原因? 答:先看地基。地基沉降或者地脚螺栓松动,造成的振动是低频的,整机晃。如果振动是高频尖锐的,多半是磨辊和磨环间隙不对,或者铲刀刮蹭。拿个螺丝刀顶在轴承座上听,杂音最重的地方,就是病灶。别一振动就找厂家,很多问题自己就能判断。✅
写到这,想起来现在都2025年了,智能雷蒙磨已经有点气候。比如有些厂给雷蒙磨装了振动传感器和电流监测,数据传手机,预警磨损。说实话,用了他家的选粉机转速自动调节系统后,我们那条重钙线,人工调误差从±50目缩到了±20目,成品率提高了8%。但这些东西,前提是你得把基础维护做扎实,不然传感器自己都被粉尘糊死了,还智能个鬼。
雷蒙磨的学问,真不是一篇两篇能说透的。以上这些,全是真金白银换来的教训。你要是刚接触这行,记住一句话:磨子好不算好,用得顺才算好。有空多下车间,和操作工聊聊,你会发现,问题往往都藏在最不起眼的地方。