你还记得第一次走进磨粉车间的情景吗?震耳欲聋的噪音,弥漫的粉尘,还有那庞然大物般的球磨机在缓慢转动。我干了二十年粉体工程,说实话,工业磨粉这行,真是让人又爱又恨。
爱的是——它是一切材料工业的根基。水泥、颜料、电池材料、药品,哪样离得开磨?恨的是——能耗高得离谱,动不动就堵塞、磨损,甚至一个分级轮精度偏差,整批次细度全报废!✅ 但最近几年,超细研磨和智能控制真的在改变游戏规则。
一、磨粉的终极目标:细度、分布与球面度
工业磨粉绝不只是“把东西弄碎”。关键指标是粒度分布、颗粒形貌和比表面积。 很多厂家只盯着D97,却忽略了D10和D50,导致下游反应活性差、填充量上不去。有次客户投诉涂料遮盖力不行,我们测了粉一看,乖乖,全是长条状颗粒——原来是磨腔内介质磨损产生的针状颗粒在作祟。❗
所以,磨机选型时,有三点必须死磕:1) 目标细度及分布;2) 物料硬度与磨蚀性;3) 最终应用对颗粒形状的要求。 比如电池负极材料,需要类球形且粒度窄分布,那气流磨加严格分级就是首选,对吧?
问:为什么我的磨粉机产量越来越低,能耗却越来越高?
答:八成是研磨介质和衬板磨损了。球磨机里,钢球会变小、失圆,填充率就变了;雷蒙磨的磨辊和磨环间隙变大,物料碾磨次数减少。更隐蔽的是分级系统——分级轮叶片磨损后,切割点偏移,粗粉返回量激增,造成死循环。我建议每三个月检查一次分级轮间隙,用在线粒度仪实时监控,一旦D50飘移超过5%,立刻停机调整。💡
二、主流磨粉设备:没有最好,只有最配
现在市场上球磨、雷蒙磨、立磨、环辊磨、气流磨……眼花缭乱。但最贵的未必最合适。 我见过一个碳酸钙厂,跟风上了气流磨生产6000目粉,结果电费比售价还高——他们根本不需要那么细,最后只能低价卖。
简单粗暴的分类:
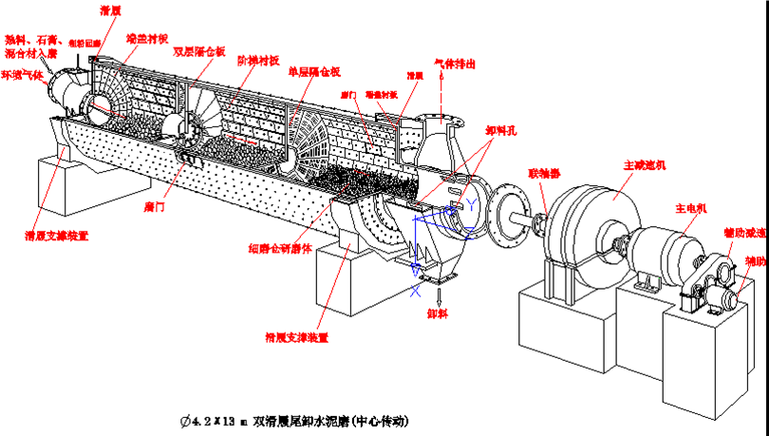
- 球磨机: 最古老,但湿法超细研磨依然无敌。适合硬度高、细度要求d97<2μm的行业,比如锆英砂、碳化硅。
- 雷蒙磨: 典型的性价比之王,用于200-325目非金属矿,但细度极限400目左右,产量还凑合。
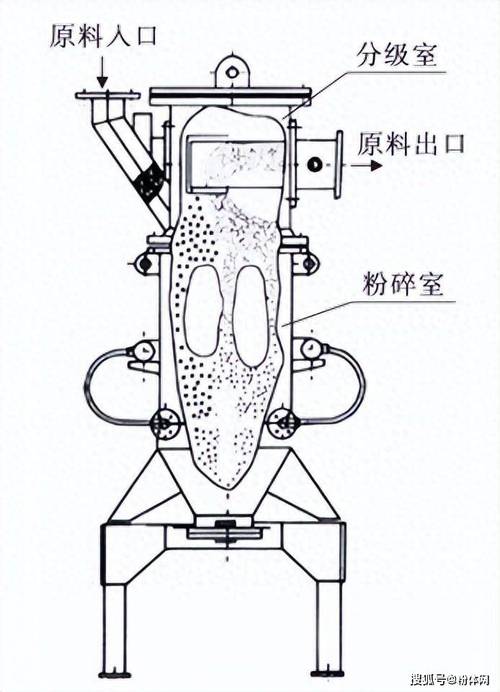
- 气流磨: 细度可以干到纳米级,但能耗极高,适合高附加值产品,比如锂电池正极材料、精细化工。
- 立磨: 大型化首选,水泥生料、矿渣微粉,效率高但细度做不到很细。
近来有一种新的趋势:多级联动,粗磨+细磨+分级集成生产线。 先用对辊破粗碎,进立磨或雷蒙磨到几百目,再入气流磨或搅拌磨精磨到微米级,中间用高效分级机严格截流。看似复杂,但综合能耗反而下降,因为避免了过度研磨——这就是系统工程思维!
问:气流磨的喷嘴堵塞咋整?经常堵得心塞。
答:喷嘴堵塞多半是原料含水量高或者有软团聚。先查前段干燥是否彻底,水分控制在0.5%以下;其次检查压缩空气的洁净度,油水分离器必须灵敏。还有就是喂料均匀性——用失重式喂料机,别用容积式,否则时多时少,喷嘴压力波动大,极易堵。实在不行,改喷嘴结构,用拉瓦尔喷嘴,出口速度更高,防堵效果好。我就这样改过一台机器,停机次数从每天三次降到每周一次。✅
三、超细磨粉的暗礁:团聚、污染与表面改性

越细越难磨,这是老话了。当颗粒小到微米以下,表面能激增,自发团聚像噩梦一样。 你明明D97做到了5微米,但测出来D50是20微米?因为测之前颗粒已经抱团了。这时需要助磨剂,比如醇胺类、硬脂酸盐,它们吸附在新表面降低表面能。但添加量是玄学——多了污染,少了没用,全靠实验。
说到污染,金属磨耗带来的铁污染是超细粉的大敌。特别是白色颜料和电子材料,铁含量超标直接判死刑。所以陶瓷内衬和陶瓷研磨介质(氧化锆、氧化铝) 成了标配,虽然贵,但值。
还有一个极易被忽略的点:研磨后的表面改性。 粉体不只是要细,还要求在树脂、橡胶里的分散性。所以我经常建议客户,在磨粉后期直连一个连续式表面改性机,边磨边包覆,效率高出一截。这才是工业磨粉的完整链条——从破碎、研磨、分级、再到改性。奈何很多项目为省钱,最后栽在应用上。
这几年数字化也在渗透:在线粒径监测、设备振动频谱分析、AI优化研磨参数……虽然还不成熟,但真的带来了盼头。毕竟,谁不想坐在控制室就能调出一手好粉呢?😄
四、最后几句掏心窝的话
工业磨粉不是买台设备这么简单。工艺、配方、设备、操作、维护,五位一体。我见过太多血本无归的项目——投资几千万的生产线,因为磨机选型不当,或者分级精度不够,最终产能不到设计的一半。所以,别急着签单,先拿物料去做小试、中试,测出准确的功指数、最佳介质、分级参数。 这笔试验费,绝对值得花。
还有,别迷信进口设备。国内磨粉机厂商这些年进步神速,尤其是气流磨和超细分级机,关键部件如分级轮、喷嘴都扛得住,价格却只有进口的三分之一。但是,售后服务仍然是软肋——你设备坏了,他工程师三天才到?那生产就瘫痪了。所以买机器,要看他在你周边有没有服务点,能不能24小时响应。💡
就这样吧。磨粉这行,干久了,就觉得它是个充满矛盾的行当:粗鄙与精细并存,暴力与温柔共舞。而我们的任务,就是找到那个平衡点。