去年在山东一家中药饮片厂,我亲眼看到一个场景:一台标称“纳米级”的超微粉碎机,吐出来的粉体,粒径始终卡在15微米下不去。技术总监急得冒汗——设备花了300万,调试三个月,还是过不了药典的“细胞破壁”关。他问我:“是不是超微粉碎机就这么回事儿?根本做不到纳米?”
我没直接回答。而是伸手抓了一把粉,搓了搓。手感发涩,静电吸附明显,摊在掌心看,有明显的团聚颗粒——这压根不是设备精度不够,是分级系统和气流场设计出了大问题。很多厂家把“超微粉碎机”神化了,好像买来就能一键纳米。说实话,这想法,坑了不少人。
核心就俩字:分级

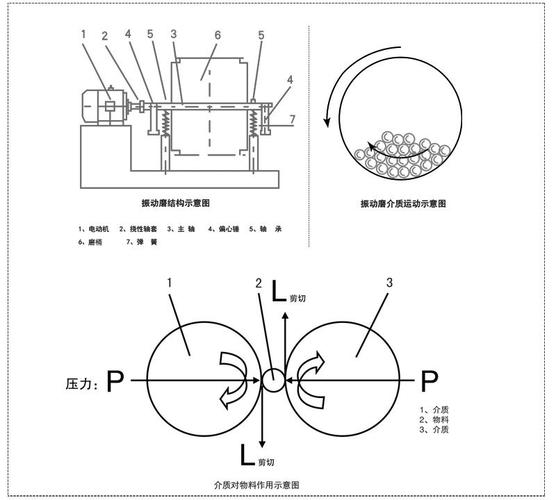
超微粉碎机,说穿了就是个能量转换装置。机械能转成颗粒表面能,把大块物料撕碎成微米、亚微米甚至纳米粒子。但问题来了:一颗颗粒被粉碎到10微米以下,表面能急剧增大,它会拼了命地重新团聚,就像磁铁吸在一起。你要是没有一套高效的分级系统,及时把合格细粉抽走,那团聚体就会在粉碎腔里反复被砸,砸了又团,团了又砸——结果是能耗飙升,粒度分布反而更宽。❗
我见过最极端的情况:某企业用气流粉碎机处理中药材,能耗比同行高40%,产量却低30%。拆开一看,分级轮磨损严重,间隙比标准大了0.5毫米。就这半个毫米,细粉逃逸失控,粗粉在里头打转,整个粉碎效率断崖式下跌。
所以,别只看主机功率。你得盯着分级机转速精度、二次风量和引风压差。这些参数,才是决定你拿到的粉是800目还是1500目的关键。
💡这里有个常见误区:很多人以为“气流粉碎机一定比机械式好”。其实不是。气流粉碎靠高速气流带动颗粒互撞,适合热敏性和高硬度物料,但能耗吓人,动不动就是机械式的3到5倍。而机械冲击式超微粉碎机,加上液氮深冷,处理韧性材料比如蜂胶、骨胶原,效果反而更干净,还不破坏活性成分。总之一句话:没有最好,只有最对。
一场问与答:粒度到底谁说了算?
问:我们买的超微粉碎机标称最小粒度0.5微米,但打来打去都在5微米以上,是厂家虚标吗?
答:不一定。先看你的物料。如果物料本身是纤维结构,比如灵芝、甘草,细胞壁的韧度决定了你很难一刀切到0.5微米——细胞破壁通常到10微米左右,内容物就全释放了,再细意义不大。如果你硬要往下打,必须上气流粉碎或者介质搅拌磨,还得加助磨剂,否则团聚到你怀疑人生。其次,标称的最小粒度是在特定物料、最佳工艺条件下测的,比如用氯化钠或滑石粉。换到你的实际物料,可能要打对折再对折。建议你查一下马尔文激光粒度仪的D90数据,别光看D50,那玩艺儿能掩藏大颗粒尾巴。❗
还有一个坑:分级机转速标定不准。我用过一台设备,触摸屏显示分级轮转速8000转,实际用转速表一卡,只有7600转。这400转的差异,足以让切割粒径偏离2微米以上。你要是不信,可以自己拿个非接触转速计,开机时怼上去看看——我这么干过好几次,销售脸都绿了。
行业应用正在重构
过去超微粉碎机就是中药和颜料行业的工具。现在?完全不是那回事了。
新能源电池材料这边,磷酸铁锂、石墨负极的粉碎,要求粒度窄分布、无金属污染。于是陶瓷内衬的气流粉碎机成了标配,甚至要通入高纯氮气保护,防止氧化。听说有厂家为了做到零金属污染,连分级轮都改用碳化硅材质,一套设备下来小五百万。
食品行业更奇葩。去年帮一个保健品公司调试超微粉碎机,做的是蜂王浆冻干粉。要求-20℃低温粉碎,粉碎后粉体温度不能超过10℃,否则活性蛋白酶失活。我们用的带夹套冷却的机械冲击式,夹套里走-30℃的冷冻液,进料还得预冷。结果你猜怎么着?第一批试机因为喂料速度没控制好,腔体结霜,粉全粘壁上了,清理花了三个小时。😣
还有个新兴方向:中药纳米化。不是闹着玩儿的,山东那边已经有企业用超微粉碎机结合高能球磨,把难溶性的姜黄素做到200纳米以下,生物利用度提高了8倍。但这条路对工艺要求极苛刻,稍不注意,温度一高,物料就糊化了。

选型避坑:别被“性价比”带偏
选超微粉碎机,最忌讳的就是盯着价格和装机功率。我给你说个真事:浙江某精细化工企业,老板贪便宜买了台国产机械式超微粉碎机,功率75kW,标称产量300公斤/小时。结果生产硫磺粉,怎么调也达不到细度,还经常堵料。后来拆机检查,粉碎盘线速度才85米/秒,这种速度对硫磺这种脆性物料,根本形成不了有效冲击。而一台德国进口设备,线速度做到110米/秒,同样功率,产量直接翻倍,细度还稳定。❗
所以,看参数要看核心:粉碎盘线速度、分级机切割粒径C值、有效粉碎腔容积比、气固比(气流式)。这些才决定性能底色。
另外,售后服务是个大坑。有些厂家卖完就不管了,而超微粉碎机的易损件——比如分级轮密封环、粉碎锤头——更换周期很短,有的硬质物料可能三个月就要换一次。你如果找不到稳定供应商,设备趴窝的风险很大。
问:我们厂想上超微粉碎机,但听说能耗很高,有没有省电的招?
答:有,而且不止一招。第一,尽量用机械式,除非工艺要求必须气流式。机械式单吨能耗大约在200-500kWh,气流式轻松破1000kWh。第二,优化前处理:进料粒度越小,粉碎效率越高。你能预粉碎到60目,就别让设备从4mm开始啃。第三,别盲目追求超高转速。有时候转速提高10%,能耗增加30%,细度却只降了一点点,性价比极低。第四,利用变频器调参数。很多厂设置好以后就常年不变,其实物料批次水分不一,环境温湿度都会影响粉碎效果,定期微调能省不少电。第五,检查气路漏风。气流粉碎机要是管路漏气,压缩空气跑掉,那就是白烧电。我见过一个厂子,漏点修补后,产量提升了18%,电流反而降了。
未来:从单机到智能生产线
现在,超微粉碎机已经不是一个单纯的单机设备。很多头部企业开始做联线:粉碎、分级、混合、包装一条龙,配上在线粒度检测仪和自动调节PLC。这玩意儿,彻底干掉了人工经验依赖。
举个例子,合肥有一家粉体工程公司,给客户做的超微粉碎生产线,能实时监测分级轮电流、出口风温、引风机频率,然后自动调整喂料螺杆转速。什么时候该清灰,什么时候该换锤头,系统提前预警。操作工就坐在中控室盯着曲线,偶尔去现场巡检一下。这种模式,产品批次一致性提到了99%以上,客户复购率很高。
但话说回来,智能化也不是万能的。传感器有延迟,算法需要大量数据训练。对于小批量、多品种的生产,频繁清机和参数重置,智能化反而显得笨拙——这时候,一个经验丰富的老操作工,比啥系统都管用。我认识一个老师傅,听声音就能判断分级轮是否平衡,手掌沾粉一捻就知道大概细度。这种本事,机器学不来。
最后说一句掏心窝的话:超微粉碎机这东西,买的是设备,用的是工艺,拼的是理解。别指望翻翻说明书就能搞定一切。有条件的话,带着你的物料,去厂家实验室试个三天三夜。把细度、产能、能耗、收率全部摸透,再下单。那种“先买回去再调试”的想法,多半是交学费的开始。