做挤出造粒这行,谁没被参数表骗过?那天在车间,新来的工程师拿着供应商给的华丽数据,兴冲冲地调试设备,结果——出来的颗粒不是大小不一,就是连在一起像葡萄。他一脸懵。我说,正常。这行当的经验,全写在机台旁边的墙壁上,而不是说明书里。
反正我是越来越烦那些只讲理论不讲实操的培训了。讲螺杆组合,PPT画得天花乱坠,什么输送段、熔融段、混炼段,逻辑清晰,但等你真上手调一个配方,会发现根本不是那么回事。就拿常见的玻纤增强PP来说,按标准配置去跑,纤维剪得稀碎,性能全无。后来怎么着?我们自己做了大胆改动——把一组捏合块反装。没想到,强度竟然上来了。这背后可不是什么玄学,是剪切和混合的微妙平衡。有时候你就是得试。
螺杆组合:经验大于理论?
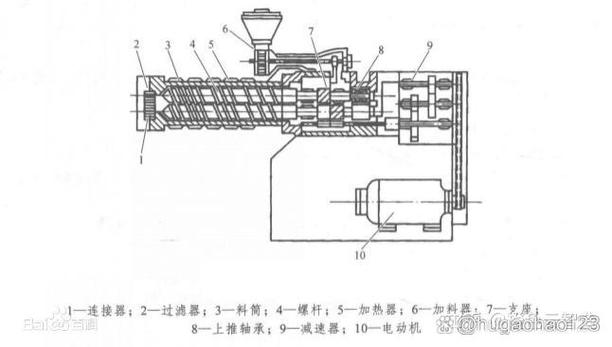
懂点基础的人都知道,双螺杆挤出机的核心在螺杆。螺纹元件、捏合块、齿形盘……各种元件排列组合,号称可以应对万种配方。可实际上呢?大部分工厂就那五六种标准配置,换配方就稍微调调顺序。真正敢大改的,要么是老师傅,要么是“傻大胆”。
记得有次做高填充碳酸钙母粒,填充量到80%以上了,物料像沙子一样,很难塑化。按推荐用强剪切配置,结果机头压力高得吓人,螺杆扭矩狂跳,差点跳闸。我们一咬牙,把大部分捏合块换成大导程输送元件,奇迹出现了——不仅压力降了,分散效果反而更好。后来想通了,高填充体系下,物料颗粒之间的摩擦本身就能提供足够的分散力,过度剪切只会生热和增压。
问:都说螺杆组合要平衡分布与分散混合,具体怎么判断?
答:说个简单粗暴的方法。分散混合靠剪切,看捏合块的宽度和数量;分布混合靠分流和取向改变,看齿形盘和反向螺纹。如果你发现制品里有未分散开的颗粒,但尺寸不大,那可能是分布不足,物料没充分均化;如果能看到明显大颗粒或纤维团聚,分散肯定不够。但这是静态看法。动态上,你得盯着机头压力和熔体温度曲线。压力波动大,往往提示分布不均;温度尖峰则警告剪切过热。最直接的——停机抽螺杆,看物料沿程状态。那才是最真实的。
说实话,有时候看国外的一些设备说明书,他们推荐元件的排列顺序,到了我们国产设备上就是不行。为什么?长径比、间隙公差、材质都不同啊。所以经验这东西,必须自家锅里煮过才叫吃饭。
切粒方式:选错就是自找麻烦
颗粒好不好看,一半靠挤出,一半靠切粒。但切粒系统往往被忽视。常见三大类:拉条切粒、热切(干切)、水下切粒。每一种都有它的脾气。
拉条切粒最简单,投资低,适合小批量多品种。但它的缺点能把人逼疯——断条!特别是做易吸水或低粘度的料,比如尼龙、PET,拉条像面条一样软,刚出模头就垂,一碰冷却水槽就扭成麻花,切粒机那儿的喂入乱成一片。你必须小心控制冷却水温、水槽距离,甚至得加个真空吸条装置。还有粉尘,多到让你怀疑人生。在南方夏天,高湿天气拉条吸湿快到离谱,刚切出来的粒子直接就结块。😤
水下切粒,高档货,颗粒饱满圆润,产量大。但它的维护成本和技术门槛也高。你得保证水循环系统稳定,模头加热均匀,切刀速度和压力匹配。稍有不慎,堵模、拖尾、水循环失衡,全是你的事。而且,开机时那最初的几公斤料,由于冷却不充分,全是废品。不过做高端色母或高透明粒子,还真离不了它。✅
还有种风冷热切,紧贴模头旋转切刀,然后用风送冷却。适合PVC这类热敏料,但颗粒形状就没那么规整了。
问:为什么我们的水下切粒经常出现异形颗粒,比如蝌蚪状或拖尾?
答:十之八九是切刀和模面的间隙不对,或者刀钝了。水下切粒要求极小的间隙(0.05-0.1mm左右),靠弹簧或液压压紧。如果间隙大了,熔体出模孔后没及时切断,被水冷却拖成尾巴。另一种可能是进刀速度与熔体泵的挤出速率不匹配,切得快了颗粒被拉长,慢了就堆积。还有模头温度不均匀,个别孔出料慢,也会导致形状差异。勤检查刀压和刀刃锋利度,没事就听听切粒室的声音,均匀的“刷刷”声才对,出现“哒哒”敲击声就是刀钝或不平衡。
选切粒方式,得看你的物料、产量、以及下游加工对接。比如做PBAT可降解料,水下切粒的温度控制就极其关键,因为它的熔点低,热敏感。稍微过热就降解发黄。我们就曾经因为水槽温度高了2度,整批料报废,那个心疼。💡
工艺温度:差一度毁一批料
挤出造粒的温度设置,教科书给的是“熔融主设定应高于物料熔点30-50℃”。可在实际中,这个范围太宽了。同样一台65机,做LDPE和LLDPE的温控曲线就截然不同。LLDPE粘度高,剪切生热大,必须把后段温度压得更低,否则温度失控,交联、降解,麻烦不断。
记得有一次做阻燃ABS,按常规ABS温度设,结果阻燃剂分解,材料变色明显,还伴有刺鼻气味。后来不断降温度,同时提升螺杆转速补偿剪切,才找到平衡。那过程,真是如履薄冰。温度探头的准确性也很要命。很多厂家半年才校一次表,其实三个月就应该校,特别是机头、熔体泵处。探头表面结焦、结垢都会导致读数失真,实际熔温可能高出10度以上。你按错误的读数调,不出问题才怪。
问:挤出造粒中,物料降解的明显信号有哪些?
答:最先察觉的往往是气味——刺鼻、酸味或焦糊味。然后看粒子颜色,发黄、黑点增多,甚至出现棕色条纹。熔体压力也会异常波动,因为降解物气体产生压力峰。严重时,机头冒烟,螺杆扭矩突然下降(物料变稀)。一旦发现这些,立即检查温度设置、螺杆组合是否产生过热点、停留时间是否过长。定期清理螺杆和模头是关键。
说到底,挤出造粒这活,理论是地图,实操才是脚踩的土地。坑洼只有自己走过才知道。那些老师傅嘴里常说的“手感”,不就是经年累月积累下来的条件反射么?比如一模头料冒出来,他们凭光泽和拉丝就能判断熔体塑化如何。这可不是速成培训能给的。所以啊,敬畏现场,多观察,多记录,少拍脑袋,颗粒才能越做越漂亮。