干了二十多年化工机械,我一直觉得流化床造粒这门技术,挺“拧巴”。
说它成熟?确实,化肥、塑料、药品…哪儿都有它的影子。可每次遇上新物料,我们这帮工程师照样头皮发麻。说实话——这玩意儿太吃经验了。书本上的公式,现场能用30%就烧高香。

这玩意儿到底是怎么转起来的?
简单说:一股热风从底部吹上去,让固体粉末悬浮、沸腾。然后喷液体物料——或者熔融液——包裹、团聚,一层层滚大成颗粒。听着挺美?但风量差一点,床层就直接“死”掉;温度波动两度,颗粒强度能掉一个等级。最让人崩溃的是,同一个配方,夏天和冬天出的货就是不一样。别问我为什么,湿度这个变量,有时比温度还狠。
而且,告诉你个秘密:床层压降曲线才是真正的命门。有经验的老师傅,光看压差波动就能判断喷嘴是不是堵了。堵了可是大事——不停机清理,整个批次都得废。
选型踩过的坑
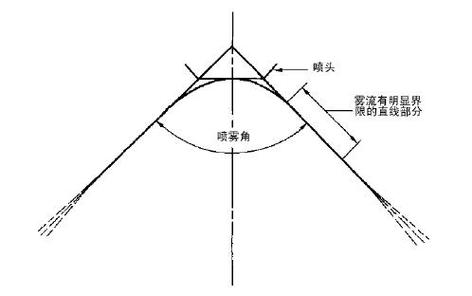
很多人以为,买个流化床造粒机就像买台冰箱,插电就用。大错特错!首先,你得想好是连续式还是间歇式。大化肥厂肯定连续,但你要是搞药品、食品,批次间得清洗,间歇反而灵活。然后就是喷嘴——二流体喷嘴还是压力喷嘴?前者雾化好,但耗气量大;后者省气,但容易滴漏。我当年在山东一个项目,就因为喷嘴选错,返工了三个月。老板脸都绿了。
还没完。分布板的设计,天差地别。侧流式、伞帽式、条形孔…差之毫厘,沟流、腾涌这些毛病就来了。见过床层里粉料像火山喷发一样窜上去的吗?那就是分布板开孔率不对,或者被细粉糊住了。
问:流化床造粒出来的颗粒大小不均,怎么调?
答:首先别急着调喷嘴。查查分级装置——内置或外置的筛分如果失效,大颗粒带不出去,小颗粒留不住,粒度分布肯定宽。然后看进风温度,温度高,蒸发快,颗粒容易爆皮,细粉多;温度低,颗粒发粘,容易结块。有时候,调一下排风带走的细粉循环量,能救一命。最关键的,是稳定进料固含量和粘度,这比什么都重要。
谁说流化床只能做化肥?
一提起流化床造粒,不少外行就想到尿素、磷肥。格局小了!这几年,我经手过最邪门的项目——给猫砂造粒。对,你没听错,就是猫砂。膨润土加上香料,要求颗粒蓬松又要低粉尘。还有更变态的:速溶咖啡的造粒,要求颗粒必须均匀、溶解快,还不能有焦糊味。这时候就要上喷雾流化床了,喷的是浓缩液,一边干燥一边造粒,出品快,但对风温控制到变态级别。还有一种振动流化床,对付粘性大的物料,比如中药浸膏粉,机械振动辅助流化,不然床层根本吹不起来。
问:我们想用流化床造粒处理一种热敏性物料,怕失活,有什么建议?
答:这确实是个难点。首选低温流化床,进风用除湿过的低温空气,甚至用惰性气体保护。另外,可以试试真空流化床,降低蒸发温度。如果预算充足,搞一套闭路循环系统,溶剂回收加惰气保护,安全又高效。不过要注意,真空下的流化状态和常压完全不同,需要重新计算最小流化速度。
维护那点事儿,说出来都是泪
流化床结构看着不复杂,但易损件多到你想哭。最头疼的是布袋除尘器——如果设计不好,反吹清灰失效,没几天压差就上天,然后风机电流狂飙,最后跳闸。有些厂图省事,用脉冲反吹,但压缩空气带水的话,布袋直接糊死。还有床体壁上结疤!清疤的时候,工人拿着铲子进去敲,又危险又费力。现在有些设备用了气锤或超声波清壁器,效果不错,但不是每种物料都适用。比如氢氧化铝造粒,结疤比混凝土还硬,什么神器都不管用,只能定期酸洗。
还有一个容易忽略的地方:进风过滤。环境里的粉尘、飞虫如果没过滤好,吸进系统,不仅污染产品,还会堵分布板。我们以前有一批药辅料,就是因为一只蚊子,整批报废!后来加装了三级过滤,才杜绝这种惨案。
说实话,干了这么多年,每接到一个新项目,我还是会紧张。流化床造粒就像一头倔驴——摸透脾气,它能给你干出漂亮的活;摸不透,它能把整个生产线搅得鸡飞狗跳。但也就是这种“不确定性”,让我觉得这行还有点意思。不然,不都成机器人了?
最后啰嗦一句:操作培训比买设备更重要。见过太多厂家,花几百万买进口床,然后让新手操作,三个月不到就开坏。流化床的操作,60%靠规程,40%靠手感。那手感,可不是一天两天能练出来的。