2026-07-03 11:03:19 作者:网编
分类:文章
前段时间去一个砂石厂看设备,老板老李拉着我大倒苦水,说去年买的那个反击破,用了不到八个月,锤头都快磨没了,一天到晚不是在换锤头就是在换衬板,搞得他有点神经衰弱。我瞟了一眼那台机器,铭牌上的厂家信息模糊得不行,心里大概有了数——又是个贪便宜的锅。
别光看价格,关键参数一马虎就掉坑
很多人选 反击破碎机 上来就问多少钱,然后对着几个报价挑最便宜的,跟你说,这就跟买手机只看价格不看配置似的,最后卡成PPT能怪谁?
转子直径和转速这两个参数,很多人不当回事儿。说实话,你留意过没有?同样是1315型号,有的厂标处理能力150吨,有的敢写到200吨,这里面的猫腻就在转子的有效直径上。小厂缩个十几毫米,线速度上不去,破碎比不够,出来的料针片状能超15%。针片状含量一高,卖不出价啊,到时候你找谁哭去?
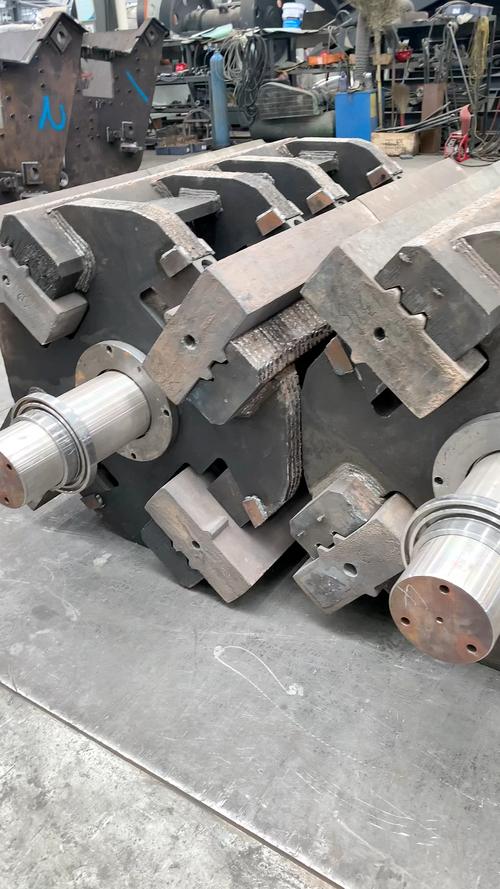 反击破碎机转子结构实物对比图
再者,板锤的锁紧方式。液压锁紧现在算是主流了吧?可就是有些机器,还用老式楔块加螺栓,换个锤头累死人,还不安全。老李那台就是,换个锤头三个人折腾半天,还生怕锤头飞出来。
反击破碎机转子结构实物对比图
再者,板锤的锁紧方式。液压锁紧现在算是主流了吧?可就是有些机器,还用老式楔块加螺栓,换个锤头累死人,还不安全。老李那台就是,换个锤头三个人折腾半天,还生怕锤头飞出来。
锤头材质那些事儿,耐磨不只看名字
锤头是消耗件,这没毛病。但消耗多快,那就是门道了。我用过高铬铸铁的,也用过低合金钢的,感受太深了。高铬铸铁硬度高,但脆,碰上铁块特容易崩口。低合金钢韧性好,但不耐磨,对付硬岩分分钟磨成光板。
现在很多厂家都推陶瓷复合锤头,宣传得天花乱坠……实际呢?得看陶瓷颗粒的分布和结合强度。我们厂去年试了一套,效果确实惊艳,但价格也惊艳,差不多是普通高铬铸铁的两倍。算来算去,如果破碎的物料含硅量不高,其实没必要上最贵的,中端高铬铸铁加微量合金的锤头,性价比反倒不赖。
问:反击破碎机锤头怎么判断该换了?
答:看锤头顶部磨损面。当磨损高度超过锤头总高度的1/3,或者排料粒度明显增大、机器突然出现剧烈振动,别犹豫,立刻停机更换。有些师傅为了省成本把锤头调面使用,不是不可以,但调面后必须检查转子的平衡,不然振动能把轴承座震裂——这事儿我遇到过,修起来肉疼。
进料口设计,细节真的能噎死人
有没有发现,有些反击破明明标着进料粒度600mm,结果放块500mm的石头,卡在腔里下不去?问题出在进料口和第一反击架的间隙上。设计不合理的机器,进料口斜角太大,石头不是被反击破碎,而是被 “架” 在那个位置,跟着转子空转,白白磨损锤头,还不出活。
 反击破碎机进料口堵塞现场照片
还有预筛分功能。现在很多移动式反击破生产线,都在喂料机上集成了预筛分篦条,这个太实用了!把土和细料先筛出来,不进破碎腔,锤头寿命能延长至少20%。但固定式生产线想加这个,改造成本不低,老板得算细账。
问:反击破碎机出料粒度怎么调?
答:调整反击架和板锤之间的间隙。间隙越小,出料越细。但注意!间隙不能太小,否则会造成锤头和反击衬板剧烈摩擦,烧坏耐磨件。一般最小间隙设置要略大于最大出料粒度的1.5倍。现在高端机型都有液压调整系统,在操作屏上点几下就行;老式的得用千斤顶加垫片,麻烦不说,精度还差。
反击破碎机进料口堵塞现场照片
还有预筛分功能。现在很多移动式反击破生产线,都在喂料机上集成了预筛分篦条,这个太实用了!把土和细料先筛出来,不进破碎腔,锤头寿命能延长至少20%。但固定式生产线想加这个,改造成本不低,老板得算细账。
问:反击破碎机出料粒度怎么调?
答:调整反击架和板锤之间的间隙。间隙越小,出料越细。但注意!间隙不能太小,否则会造成锤头和反击衬板剧烈摩擦,烧坏耐磨件。一般最小间隙设置要略大于最大出料粒度的1.5倍。现在高端机型都有液压调整系统,在操作屏上点几下就行;老式的得用千斤顶加垫片,麻烦不说,精度还差。
液压系统,方便是真的,漏油也是真的
现在都在追求液压化——液压开启机壳、液压调整排料口、液压抽轴更换锤头……确实爽,大大节省人工。但液压系统娇气啊!就咱们石料厂那个粉尘,如果液压站的滤芯不勤换,用不了多久,液压油就变成油泥,阀组卡死,然后各种漏油、动作失灵。我见过一个工地,液压开启机壳的油管爆了,滚烫的液压油喷了一地,差点伤到人,想想都后怕。
所以选型的时候,如果考虑带液压系统的 反击破碎机,一定要看它的液压管路布置,是不是在容易磕碰的地方加了护套,油缸活塞杆有没有防尘罩,液压站的散热器功率够不够。别光听销售吹 “全液压智能控制”,得趴机器底下亲自看。
又到结尾了,但我不想总结。选反击破这事儿,说白了就是得跟自己较劲——多问几个为什么,多翻翻铭牌背后藏着的数据,最好能去用过这个机器的用户现场蹲上半天,跟操作工递根烟聊聊,比看一百份样本都管用。老李后来换了台靠谱的二手机,虽然贵了点,但现在已经平稳运行大半年了,电话里笑声都明显多了。所以啊,有时候多花一点点钱,不是为了面子,是为了少给自己找气受,你说对吧?
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:反击破碎机选购避坑指南:这些参数不对比,白花钱还闹心
文章链接:https://www.zystgy.cn/a/54383