那次让我后怕的“咬铁”事故
衬板换到肉疼?这些数据你得先看懂


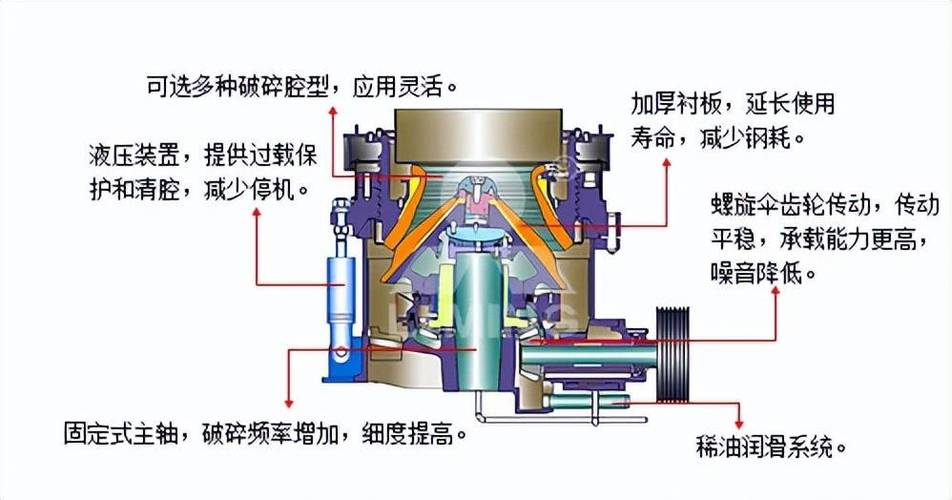
答:不要等磨穿!看到动锥衬板厚度减少到原始厚度的1/3时,就可以换了。有人说用到有裂纹才换,那风险太大,搞不好损伤动锥本体,那修起来可不止几万。而且磨损不均匀时,即使局部还很厚,也要考虑换,因为排料口间隙已经变了,产品粒度跑偏,后续筛分更麻烦。
液压系统:被忽视的“心脏病”
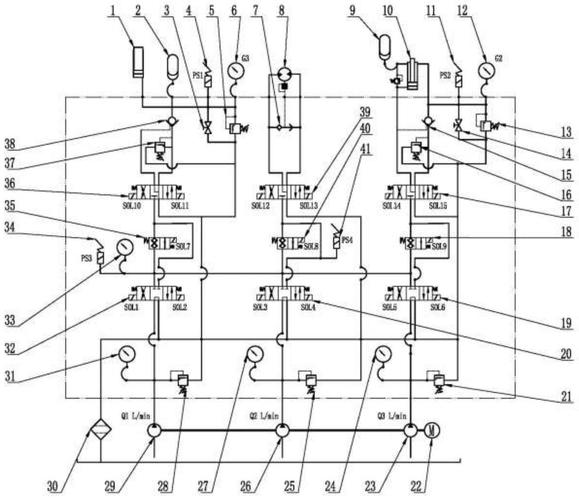
答:先从简单的查:①油箱油位是否过低;②吸油滤网有没有堵塞;③蓄能器压力还够不够——用氮气表测一下,低于规定值马上补充氮气。如果都正常,那就得看溢流阀或泵本身了。八成是溢流阀磨损,内部泄漏。动手能力强的可以拆洗,否则直接换阀,记得型号压力等级必须一致,不然过载保护就失效了,又回到了那个“咬铁”问题。 ……说到这儿,突然想起一个哭笑不得的事。有客户投诉设备能力不足,检查半天,发现他把排料口调到最小,以为能多出细料。实际上,排料口越小,通过量越小,而且容易造成闷车。产品粒度不是靠一味缩小排料口就能达标的,要结合破碎腔型和衬板磨耗。这就是基本认知偏差了。 💡 再说个省钱的招:在非关键部位,比如上架体衬板,可以选用堆焊修复的旧件,但动锥和定锥衬板必须用原装或者大厂的高锰钢,别图便宜。因为一旦碎裂,掉进破碎腔,后果……你懂的。 行了,今天就聊这么多。机械这东西,细节里藏着的不是魔鬼,是真金白银。下次再听到谁说“圆锥破都一样”,你就把这篇文章甩给他。