干这行二十年,我至今记得第一次被酸液溅到手背的灼痛感。那玩意儿不是闹着玩的。但工业制造离了酸,简直寸步难行。你想想,从汽车钢板除锈到芯片蚀刻,哪一样少得了这透明的狠角色?
可奇了怪了——多数人聊起工业酸,要么把它妖魔化,要么觉得不就是个酸吗,兑点水用就完事。大错特错。

选酸不是买酱油,浓度差1%能毁一炉料
先说个真事。去年浙江有家紧固件厂,酸洗线用了小半年突然全部报废。追查原因,采购图便宜,买了工业级盐酸里掺了杂质氢氟酸——哪怕只有0.2%,把不锈钢晶界腐蚀得跟饼干似的。老板当场血压飙到180。所以啊,工业酸绝对不能用食品或试剂级的思维去套。你得盯住三个指标:主酸含量、痕量杂质、还有那该死的氧化还原电位。
常见工业酸里,硫酸(H₂SO₄)最老牌,98%浓度的黏得跟油一样,冬天还容易冻成糊状。盐酸(HCl)则冒白烟,那股子刺鼻味儿隔着三个车间都能闻到。磷酸(H₃PO₄)温柔些,常用于涂装前磷化。但要说我最忌惮的,还是氢氟酸——这东西渗进皮肤不马上疼,等骨头黑了才发现,截肢的案例我亲眼见过两次。❗
选型有个简单准则:除锈除垢用盐酸性价比高,但含氯废气处理麻烦;硫酸适合大规模连续酸洗,废液回收上鼓风机一吹又能浓缩;磷酸呢,贵是贵点,可成膜耐腐蚀,高端装备值得投入。不过话说回来,现在环保查得严,有些地方干脆强制你用固体柠檬酸替代,虽然慢点,但省去废水站那堆麻烦,对吧。
配酸槽里的生死时速:为什么一定要“酸入水”
化学课上都背过:稀释浓硫酸必须酸缓缓注入水中,边倒边搅。可每年都有人反着来,然后进急诊。我年轻时犯过浑,想快点把50升浓硫酸兑进半槽水——结果液面瞬间沸腾,酸液溅出来,新买的工作服烧了一串洞。✅正确操作永远是:槽里先加够冷水,开搅拌,再从侧面缓慢注入酸。而且,你得备好硼酸溶液或葡萄糖酸钙凝胶,氢氟酸烧伤专用。
另一个要命的细节:管道材质。普通304不锈钢遇到盐酸或硫酸稀液,分分钟穿孔。得用聚丙烯(PP)或者钢衬四氟,阀门必须选隔膜阀,截止阀容易卡死。我见过最夸张的,一家电镀厂用PVC管输送热盐酸,没俩月管子脆得跟油炸麻花似的,半夜漏了一地,消防队都来了。
问:我们厂酸洗后冲洗水浑浊发黄,工件表面有锈斑,哪里的问题? 答:大概率是游离酸残留没洗干净,还有铁离子浓度超标了。酸洗后至少得三级逆流水洗,末级水电导率控制在50μS/cm以下。另外检查一下酸液是否老化,金属盐太高了会减慢反应,反而导致过腐蚀。定期捞渣换酸,或者上在线回收系统,不算太贵,一台耐酸膜过滤就能让酸液寿命延长三倍。💡
废酸处理:不是倒进下水道就完事
偷排废酸的傻子越来越少了,但处理不得当造成污泥危废的糊涂蛋还很多。硫酸废液用石灰中和,产生大量硫酸钙污泥,现在填埋成本涨到每吨2000多,利润全搭进去。怎么破?真空浓缩结晶法回收硫酸亚铁,或者用膜蒸馏回收酸,虽然前期投资肉疼,两年内绝对回本。盐酸则适合焙烧再生,生成Fe₂O₃和再生盐酸,闭环工艺,环评看的眼睛都亮。
说实话,我特别反感那些卖设备时吹得天花乱坠、售后一问三不知的厂家。选废酸处理方案,一定得拿实际废液做小试,别光看PPT上的去除率曲线。有次某供应商号称酸回收率95%,结果我们的混合酸里头含了微量油,膜堵得一塌糊涂,最后扯皮半年。
问:不锈钢件酸洗后表面发黑,有没有办法恢复光亮? 答:发黑通常是因为过酸洗或酸液里有铜离子杂质。先检查漂洗水的pH和铁离子。如果是轻微黑膜,试试“酸洗+钝化”两步法,酸洗后用10%硝酸加2%重铬酸钠溶液浸泡,温度45-50℃,时间20分钟,能显著提高白亮度。严重的话得用机械抛光,但成本就上去了。不过,如果是奥氏体不锈钢,切忌用盐酸含量高的酸液,会导致晶间腐蚀,表面灰暗无光,那就没救了。
人的因素:防护装备和应急预案缺一不可
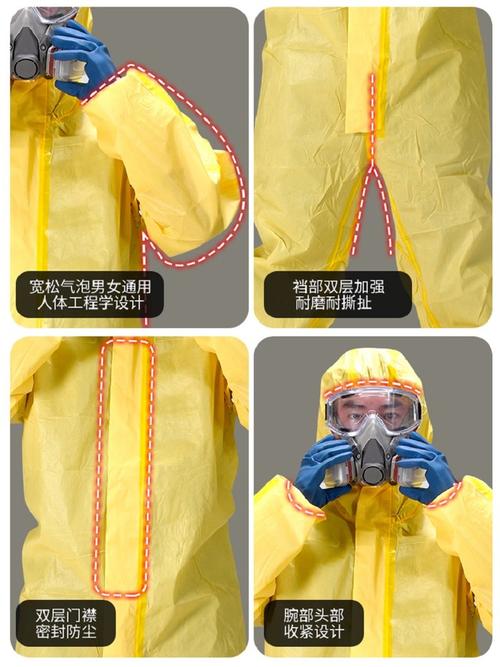
再好的工艺,人一疏忽全完蛋。去年安全大检查,我发现某车间的洗眼器居然锈住了喷不出水!这可是应对酸溅伤的黄金15秒。现在我都要求班组每天交接时冲一下洗眼器,顺便检查防酸服有没有破损。手套必须用氯丁橡胶或丁基橡胶,一次性乳胶手套根本挡不住强酸。
还有储罐的液位计。别信玻璃管液位计,那玩意儿一碰就碎,酸液倾泻的场面我想想都后怕。用外贴式超声波或雷达式的,再加个高低位报警连锁进酸泵。钱花在这里,值!
最后啰嗦一句:千万叮嘱工人,不要在酸库打电话、吸烟——挥发的酸雾遇到明火,尤其硝酸,可能引发爆炸。我们这行,活着才能谈技术。
就说这么多吧。酸是工业的血液,这话或许俗套,但用好了它乖乖听话,用不好就是随时会翻脸的小恶魔。别再凭老经验瞎搞了,回去查查你们的MSDS和操作规程,说不定明天就能躲过一劫。