去年在慕尼黑工业展上,我看到一台退役航空发动机的拆解线——说实话,场面挺震撼的。齿轮、叶片、管路分拣得整整齐齐,像外科手术一样精准。那一刻我突然意识到,循环经济这个词,远不止回收废铁那么简单。
它关乎钱。关乎供应链。更关乎你我的厂房明天还能不能转得动。
材料流动的新逻辑:从“买-用-扔”到“闭环”
传统制造信奉的是线性思维。挖矿、冶炼、加工、装配,最后大部分变成废品。但这两年,原材料波动多厉害?铜价一天一个样,稀土更是卡脖子。💡 我见过一家做液压阀的小厂,把客户退回的旧件全部拆解、清洗、再制造,性能参数甚至优于原厂——成本却只有新品的40%。
他们怎么干的?先是把阀芯做等离子喷涂,恢复尺寸;密封面用激光熔覆,再精磨。是的,技术门槛不低。不过话说回来,这套工艺一旦跑通,利润率比卖整机高一截。所以这不仅仅是环保,更是生意。

再举个例子。铸造车间的废砂,以前得花钱请人拉走。现在有设备可以直接再生,旧砂焙烧后过筛,混入少量新砂就能用。一年省下的运费和砂子成本,够买一条新产线。❗ 当然,焙烧炉的废气治理得跟上,否则环保局那关过不去。
设计决定回收:工程师的新功课
搞机械的都明白,一个装配体能否高效拆解,在设计阶段就决定了。可过去谁在乎这个?我们只管功能、强度、成本,哪管死后洪水滔天。现在不行了。欧盟的《可持续产品法规》要求,某些类别必须公布可维修指数。
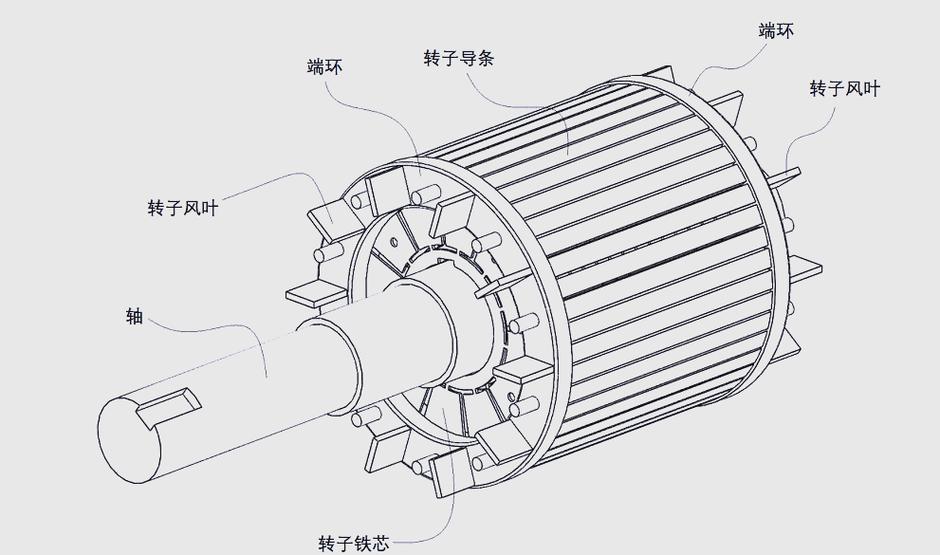
我参与过一个电机项目,最初转子与轴是过盈热套配合,退下来只能破坏性拆解。后来改成锥面配合加锁紧环——成本增加7%,但整个转子能完整回收,铜排和磁钢价值极高。✅ 客户很满意,又多订了三套改造方案。
关键转变:把“末端回收”思维前置到“源头设计”。比方说,选用易于分离的连接件,避免不同材料永久结合。再比如,在零件上打二维码,记录材料牌号和批次,方便将来分选。这些细节,才是循环经济的真功夫。
问:中小工厂没研发能力,怎么跟上循环经济?
答:千万别被忽悠去搞全生命周期评价,那个太虚。先从三件事入手。第一,统计你的废料种类和量,联系专业化回收商,有些金属屑、废油甚至能卖钱。第二,看看核心设备能不能做再制造,哪怕换套密封、刷个涂层,客户愿意买账。第三,采购新设备时,把“可回收率”写进技术协议——供应商永远比你聪明,你提要求,他们就能做。
数字化工具:让循环真正闭环

没有数据,谈什么循环?我知道的一个集团,给每台出厂压缩机装了振动传感器和边缘计算模块。运行数据实时回传,AI模型预测哪个轴承快挂了,提前发去修复件。旧件返厂,拆解后完好零件清洗入库,磨损件进入再制造线。整个物料流动清清楚楚,连碳足迹都能自动核算。
说实话,这套系统不便宜。但看长期,服务合同比卖硬件利润更稳定。而且,客户粘性高得离谱——谁愿意换掉已经接入自家MES的智能设备?
问:再制造零件能当新的卖吗?法律风险呢?
答:国内有《再制造产品认定管理办法》,符合标准的可以标注“再制造”,质保期不能低于新品。你不标或冒充新品,那就违法。实际上,卡特彼勒的再制造发动机,很多矿山抢着要,因为便宜三分之一,性能一样,还有原厂保修。
供应链的隐性成本与机遇
去年长三角限电,很多铸造厂停产。一家做泵壳的企业急得跳脚——常规生铁断了。后来他们找了一家做废钢分选的公司,用高纯度废钢加增碳剂调整成分,居然稳定生产出HT250。虽然工艺调试花了两个月,但如今原料成本降低18%,而且不再看人脸色。
这个案例说明什么?循环经济不是孤立的工厂行为,它需要整个产业链的协同。 废钢来源、分拣精度、合金成分的稳定性,都需要数据共享。现在有些平台在做这个事,像撮合交易一样匹配废料和需求方。但难点在于质检标准——对方说是304不锈钢,实则是201,你熔了才发现,哭都来不及。❗ 所以,必须有第三方检测背书,或者自己上手持光谱仪。
另外,物流成本也是大头。废料体积大、重量大,运输半径一旦过长,经济性就打折扣。所以,区域性产业集群特别适合发展循环模式。譬如慈溪的小家电回收,方圆五十公里内拆解、造粒、注塑一条龙,高效得很。
结尾的反思:人比技术更顽固
推行循环经济,最大的阻力往往不是钱,也不是技术。是观念。是那个车间主任觉得“再制造就是翻新旧货,掉份儿”。是采购部死盯着最低价,不考虑回收价值。是管理层嘴上说重视,考核却只看产量和成本。
改变这些,需要时间。也需要真实可见的利益刺激。我见过一家企业,把节省的废料处理费,拿出20%奖励给产线班组。结果,工人主动分类,油污减少,甚至优化了下料排样。一个小小的激励,效果比多少句口号都管用。
所以,循环经济并不是一个时髦概念。它是制造业生存下去的必然路径。你可以从一次再制造试验开始,从一次废料审计开始。只要动起来,就会发现——原来我们离闭环,并不那么遥远。