干了二十多年铸造,我见过太多熔炼炉莫名其妙趴窝的现场。有一次,凌晨三点,炉子突然报警停掉,一炉铁水差点凝在坩埚里,老板当场脸都绿了。事后查原因——说出来你可能不信,就是冷却水管弯头里粘了块手指大的铁锈。熔炼炉这玩意儿,有时候娇气得很,有时候又皮实得让人摸不着头脑。
今天不聊教科书上的原理,就聊聊那些车间里真刀真枪攒出来的经验,特别是中频感应炉,这种炉子现在铸造厂用得最多,问题也最刁钻。设计上没什么大毛病,但现场使用和后期维护,坑实在太多。

炉衬寿命短?先别急着骂耐火材料
炉衬寿命直接决定生产成本,这谁都知道。但很多厂一发现炉衬侵蚀快,就打电话骂耐火材料供应商——“你家料不行!”其实,百分之七十的早期侵蚀,是打结和烧结工艺胡搞造成的。我亲眼见过有个班组,为了赶产量,把本该8小时的自然干燥缩到3小时,拿大风扇对着坩埚吹,确实干得快,然后一开炉,没两天炉壁就出现龟裂。他们不反省,反而说料有问题。简直让人牙痒。
打结料配比、捣打密度、烧结升温曲线,每个环节都像走钢丝。尤其熔炼炉容量大了之后,坩埚壁厚动辄上百毫米,内外温差巨大,你烧结阶段升温一猛,内部应力直接炸裂,那种微裂纹根本看不见,但铁水就顺着缝往里渗,最后整个坩埚报废。这里有个反直觉的操作:低温慢烘比高温快烧更关键。600℃以下升温必须压住性子,我一般建议每小时不超过50℃,哪怕多耗几个小时。——别心疼那点时间,后面省出来的寿命远不止这个数。
问:怎么判断打结料是否捣固到位?
答:很多老师傅靠经验,拿根棍子敲听声音,但那不准。现在有个土办法:用弹簧捣固器时,固定气压,看捣固器下落回弹的力度,一旦感觉“发死”没弹性了,说明局部过密,反而容易导致层间结合不好。最靠谱的,还是分层测密度,每铺100mm捣固完用针入度仪测,数据说话。不过说实话,小厂根本没那条件,那至少保证捣固路径均匀,别东一榔头西一棒子。❗还有个细节:打结前炉底线圈必须用玻璃丝带扎紧,不然震松了导致线圈位移,后续电磁搅拌一偏,你坩埚等着局部冲刷吧。
电气故障排查:别动不动就换可控硅

中频电源柜一出毛病,电工最爱干的事就是换可控硅、换电容。一块可控硅几百块,换完还坏,再换……直到把整柜原件换了个遍,问题还在。这场景熟悉不?我遇到过最离谱的一次,故障是过流跳闸,外聘电工连换六组IGBT模块(嗯,他们新炉子已经上IGBT了),烧了好几万块钱,最后发现是铜排连接处氧化接触不良,电阻大了零点几欧姆,导致谐波乱七八糟反馈给控制系统。😫
所以,排查顺序太重要了。先查水路——水温、水压差、流量开关是否误报;再查紧固件——所有螺栓连接点,用扭矩扳手按规范打一遍,尤其软连接铜带,热胀冷缩后特别容易松;然后才去怀疑器件。甚至有些故障,就是柜内灰尘加湿度太大,造成爬电距离不够,拿吹尘枪清洁一遍就好了。我这边有台熔炼炉,一到雨季就报绝缘低,后来在柜体加了防凝露加热器,再也没跳过。
问:中频炉经常烧毁逆变晶闸管,除了散热还有啥原因?
答:很多人忽略了一个隐形杀手——触发脉冲不对称。整流桥出来后,如果两路触发信号的导通角不一致,哪怕差一点点,都会导致直流分量进入负载,使逆变桥某些臂电流畸变,管芯结温瞬间飙升,久了必烧。检测这个要用示波器看波形,双踪对比,调整触发板上的电位器,费点功夫,但值得。✅还有,如果炉体感应线圈匝间有轻微短路(绝缘老化),也会把不正常的高频反射回去,击穿可控硅。所以定期测线圈的绝缘电阻和电感值,别等坏了再查。
冷却系统:那些让你夜不能寐的细节
冷却水是熔炼炉的命脉。这话一点不夸张。我曾经半夜被电话叫醒,说炉子“放炮”了,吓得我心脏快停跳。到场一看,冷却水总管进水口有个滤网,堵了半拉,循环水流量不足,线圈局部过热,水汽化产生高压,把一段水胶管崩开了,开水乱喷。幸亏没伤人。那次之后,我给所有炉子都加了双路流量传感器,信号直接进PLC,低于设定值强制切断中频电源。
水温管理是个精细活。进水温度高了不好,太低也不行——过低的水温会导致线圈外壁凝露,绝缘下降,打火拉弧。一般建议进水温度控制在15-30℃,出水温度不超过55℃。但南方夏天地表水池晒得发烫,北方冬天又冷得刺骨,就得用闭式冷却塔加软水,还得定期防冻。说到软水,千万别用硬水,水垢附着在线圈水路内壁,相当于给线圈裹了层保温被,散热急剧恶化。垢厚1mm,热阻增加几十倍,线圈温度能飙升上百度。
问:如果发生水泄漏进入炉体,发现不及时会怎样?
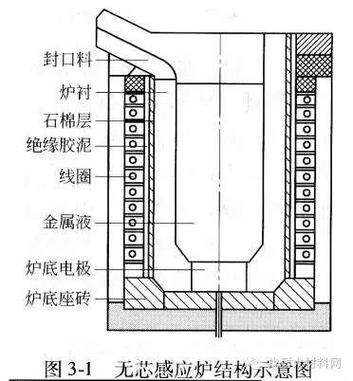
答:那绝对是灾难。水一旦接触到高温熔体,瞬间汽化,体积膨胀1700倍,就是大爆炸。所以现在的熔炼炉都要求配备漏炉报警装置,在炉底埋电极检测。不过那玩意儿有时候误报,尤其环境潮湿。我的做法是:在坩埚和线圈之间填塞云母纸之前,预埋一根纤细的应急测温热电偶,一旦温度异常飙高,即便没触发报警,也赶紧停炉检查。💡还有,每天用手摸摸各回水管路,感觉温度突变或温差过大,肯定哪里堵了或漏了,一定要立即排查。
节能与增效的算账逻辑
节能不只是省电费,更是降低整个系统的热应力,间接延长设备寿命。很多老板一上来就要加装电抗器、改线圈设计,投入大,收效却玄学。更务实的,先做好炉体保温和操作习惯的优化。比如加厚炉盖保温层,减少辐射散热;装料时合理搭配大块料和碎料,提高电磁耦合效率;避免频繁启停——中频炉启动那一下浪涌功耗惊人。我粗略算过,一个5吨炉,每天少启停两次,一年省下的电费够买一套进口漏炉报警仪。另外,保持满炉冶炼比半炉经济运行得多,因为感应加热效率与炉料填充度密切相关,半炉料时大量磁力线漏掉,纯粹加热空气。
现在也有厂家在用数字化管控系统了,实时监测电耗、功率因数、谐波畸变率,然后自动调频调功。但我得泼个冷水:系统再好也架不住操作工野蛮使用。比如投料冲击坩埚、炉渣不及时清理侵蚀炉壁,这些人为因素不解决,上再多高科技也是打水漂。说到底,熔炼炉的维护七分靠管理,三分靠技术。
问:老旧中频炉有没有低成本提高能效的改造方案?
答:有。一是检查并补偿功率因数,很多老炉子功率因数只有0.75左右,加装合适的电容器组,能提到0.95以上,线路损耗立刻降下来;二是换掉能效太低的水泵,老式离心泵耗电大,换成变频水泵,按需供水,节电可观;三是定期除垢,包括线路水套和冷却塔填料,一旦堵塞,冷却效果变差,就得开大水泵,恶性循环。这些小改造,花不了几个钱,但坚持做,年化回报率相当高。当然,前提是你得准确记录电耗数据,不然永远在雾里开车。
最后说个不是笑话的笑话:有个厂直到炉子报废了,都不知道线圈绝缘电阻从来没测过,因为电工不知道需要断开炉体与电源柜的连接才能测。这种知识断层,在大量中小铸造厂普遍存在。所以啊,别光盯着高大上的设备,人的培训才是根本。❗