2026-06-28 23:17:39 作者:网编
分类:文章
上个月去一个工厂,看到一台数控机床的防护罩破了个洞,操作工拿胶带粘了一下继续用——我当时就惊了。 这不就是让设备裸奔吗? 切屑液、铁屑、灰尘……往里灌,丝杆和导轨寿命直接腰斩。 可老板觉得,一个罩子而已,没啥技术含量。 呵呵。
所以今天必须聊聊工业防护罩。 真不是简单遮挡。 它是精密设备的铠甲,是车间安全的第一道防线,更是降本增效的关键——选不好,三天两头停机,哭都来不及。
材质选择:钢板?风琴?还是铠甲?
很多人以为防护罩就是铁皮折弯,焊接完事儿。 错了。 不同工况,用的东西天差地别。
钢板防护罩,最常见,适合高速、重切削场景,尤其是那种铸铁粉尘满天飞的环境。 但钢板不是越厚越好! 厚了重,影响机床快速移动,伺服电机过载就麻烦了。 现在流行用不锈钢,1.5-2mm,耐腐蚀,还轻。 不过话说回来,不锈钢焊接变形大,没点经验的厂家做出来,导轨都卡死。
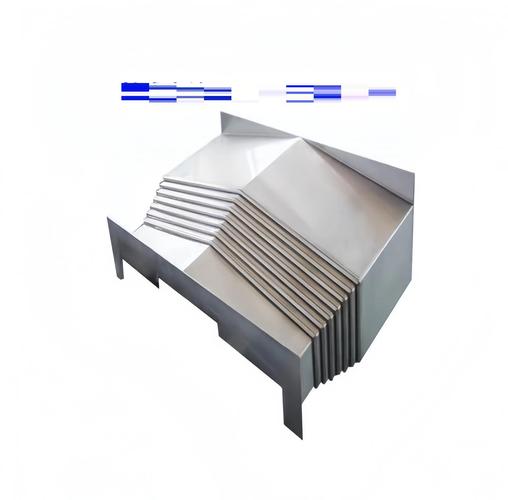 数控机床不锈钢板防护罩结构细节
风琴式防护罩,学名应该叫“皮老虎”,耐油耐酸,跑起来没噪音。 但有个致命缺点:怕切屑烧伤。 热切屑崩上去,一个洞一个洞的,很快报废。 所以我一般建议客户,如果切屑温度高,要么加隔热帘,要么老老实实用铠甲防护罩。
铠甲防护罩,就是钢片叠加,跟古代铠甲似的。 抗冲击一流。 但贵啊! 一套下来几万块。 不少老板一听报价扭头就走。 可算过停机损失吗? 换一次主轴多少钱? 对吧。
✅ 选型核心:看切屑形态、移动速度、空间尺寸、防护等级(IP)。 别再闭着眼睛拍脑袋了。
数控机床不锈钢板防护罩结构细节
风琴式防护罩,学名应该叫“皮老虎”,耐油耐酸,跑起来没噪音。 但有个致命缺点:怕切屑烧伤。 热切屑崩上去,一个洞一个洞的,很快报废。 所以我一般建议客户,如果切屑温度高,要么加隔热帘,要么老老实实用铠甲防护罩。
铠甲防护罩,就是钢片叠加,跟古代铠甲似的。 抗冲击一流。 但贵啊! 一套下来几万块。 不少老板一听报价扭头就走。 可算过停机损失吗? 换一次主轴多少钱? 对吧。
✅ 选型核心:看切屑形态、移动速度、空间尺寸、防护等级(IP)。 别再闭着眼睛拍脑袋了。
设计里的坑:只顾头不顾尾
 设计里的坑:只顾头不顾尾
设计工业防护罩,最容易犯的错:只考虑静态,忽略动态。 比如,防护罩伸出来以后,重心偏移,导致立加Z轴负载变大,直接掉刀。 再比如,伸缩层叠之间需要密封条,便宜的用丁晴橡胶,三个月老化变硬,切屑液顺着缝进去,导轨生锈。
我见过最离谱的案例:一家厂自己做的防护罩,螺钉头凸在外面,机床换刀时,机械手撞上去…… 整个刀库都废了。 惨烈。
💡 所以,定制防护罩必须提供详细的行程、干涉数据。 有些公司只给个外形尺寸,让厂家自由发挥——这就是赌博。 真出问题,人家说“你图纸没标清楚”。 哑巴亏。
说到定制,有个问题经常被问。
问:我们厂想定做一批防护罩,但设备比较老,没有三维模型,怎么办?
答:这是个常见难题。 如果没模型,就得现场测绘。 重点记录:导轨宽度、滑块尺寸、极限行程、干涉空间。 特别是极限位置,一定要让机床走到头,测量防护罩完全压缩后的最小长度,和完全拉开后的最大长度。 误差超过5毫米就可能装不上。 另外,别忘了留出排屑槽和电缆拖链的空间。 如果实在没把握,找正规厂家,他们会反向设计,就是贵点。
再说个容易忽视的:排屑和排水。 钢板防护罩如果做成密封的,切屑液积在底部,形成死水,发臭、腐蚀。 所以必须设计斜面,引导液体流回水箱。 倾角至少15度。 还有,在一些粉尘特别大的场合(比如石墨加工),反而要全密封,并加上负压除尘接口。 不然,粉尘进入电器柜,等着短路吧。
设计里的坑:只顾头不顾尾
设计工业防护罩,最容易犯的错:只考虑静态,忽略动态。 比如,防护罩伸出来以后,重心偏移,导致立加Z轴负载变大,直接掉刀。 再比如,伸缩层叠之间需要密封条,便宜的用丁晴橡胶,三个月老化变硬,切屑液顺着缝进去,导轨生锈。
我见过最离谱的案例:一家厂自己做的防护罩,螺钉头凸在外面,机床换刀时,机械手撞上去…… 整个刀库都废了。 惨烈。
💡 所以,定制防护罩必须提供详细的行程、干涉数据。 有些公司只给个外形尺寸,让厂家自由发挥——这就是赌博。 真出问题,人家说“你图纸没标清楚”。 哑巴亏。
说到定制,有个问题经常被问。
问:我们厂想定做一批防护罩,但设备比较老,没有三维模型,怎么办?
答:这是个常见难题。 如果没模型,就得现场测绘。 重点记录:导轨宽度、滑块尺寸、极限行程、干涉空间。 特别是极限位置,一定要让机床走到头,测量防护罩完全压缩后的最小长度,和完全拉开后的最大长度。 误差超过5毫米就可能装不上。 另外,别忘了留出排屑槽和电缆拖链的空间。 如果实在没把握,找正规厂家,他们会反向设计,就是贵点。
再说个容易忽视的:排屑和排水。 钢板防护罩如果做成密封的,切屑液积在底部,形成死水,发臭、腐蚀。 所以必须设计斜面,引导液体流回水箱。 倾角至少15度。 还有,在一些粉尘特别大的场合(比如石墨加工),反而要全密封,并加上负压除尘接口。 不然,粉尘进入电器柜,等着短路吧。
维护?别等漏了再修
工业防护罩是易损件。 但很多厂,从来不维护。 直到导轨磨损,精度丢了,才想起来。
❗ 定期检查刮屑板! 这玩意儿是贴在防护罩伸缩缝隙上的,像雨刮器一样刮掉杂物。 橡胶刮屑板半年一换最保险。 另外,留意防护罩运动的异响。 “嘎吱嘎吱”的,多半是导向轮轴承锈死或磨损,及时更换小零件,避免拉坏整个罩体。
 机床防护罩刮屑板更换维护现场
问:防护罩表面需要做防腐吗?我发现有些地方漆皮脱落了。
答:当然需要。 车间的切削液常常是碱性的,对油漆有腐蚀。 建议用聚氨酯漆或者直接选不锈钢。 如果是碳钢防护罩,每年重新补漆一次,特别是焊缝处。 但注意补漆不要喷到内部导轨上。 还有一个省钱的办法:给防护罩穿“衣服”——加防油布套,脏了换套,罩子本身寿命长很多。
说实话,很多车间主任提到的“降本”,第一步就砍防护罩预算。 这叫本末倒置。 一套好防护罩,能让机床精度多保持5年。 那点差价,和维修费比,毛毛雨。
最后,提一嘴趋势:智能化。 现在有带传感器的防护罩,检测撞击、磨损,甚至自动润滑。 不过目前还是贵,只有高端五轴机用得多。 但未来肯定普及。
所以,下次再看到工人拿胶带补防护罩,你得提醒老板:你那不是在省,是在给机床预订棺材。
机床防护罩刮屑板更换维护现场
问:防护罩表面需要做防腐吗?我发现有些地方漆皮脱落了。
答:当然需要。 车间的切削液常常是碱性的,对油漆有腐蚀。 建议用聚氨酯漆或者直接选不锈钢。 如果是碳钢防护罩,每年重新补漆一次,特别是焊缝处。 但注意补漆不要喷到内部导轨上。 还有一个省钱的办法:给防护罩穿“衣服”——加防油布套,脏了换套,罩子本身寿命长很多。
说实话,很多车间主任提到的“降本”,第一步就砍防护罩预算。 这叫本末倒置。 一套好防护罩,能让机床精度多保持5年。 那点差价,和维修费比,毛毛雨。
最后,提一嘴趋势:智能化。 现在有带传感器的防护罩,检测撞击、磨损,甚至自动润滑。 不过目前还是贵,只有高端五轴机用得多。 但未来肯定普及。
所以,下次再看到工人拿胶带补防护罩,你得提醒老板:你那不是在省,是在给机床预订棺材。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业防护罩不是铁皮箱子!聊聊那些设计里的门道
文章链接:https://www.zystgy.cn/a/54095