前阵子接了个活,给一台老掉牙的数控铣床换丝杠。拆下来一看,导轨面都拉伤了,珠子掉了一地——这玩意儿居然还能跑出零件来,我也是服气。客户愣说还能凑合用,直到加工件表面全是振纹才慌了。这事儿让我想起一句话:滚珠丝杠这部件,平时没人惦记,一旦出问题,整台床子就废一半。

说实话,我对那种“丝杠选型只看载荷”的说法一直有意见。没错,额定动载荷是基础,但只盯着这一个参数,跟蒙着眼睛过马路没什么区别。记得十年前我第一次独立负责选型,抱着一本THK样本啃了三天,结果还是选了根细长比超标的丝杠,转速一上去就抖得像筛糠。这事儿现在想起来还脸红。❗
那些手册不会告诉你的预紧奥秘
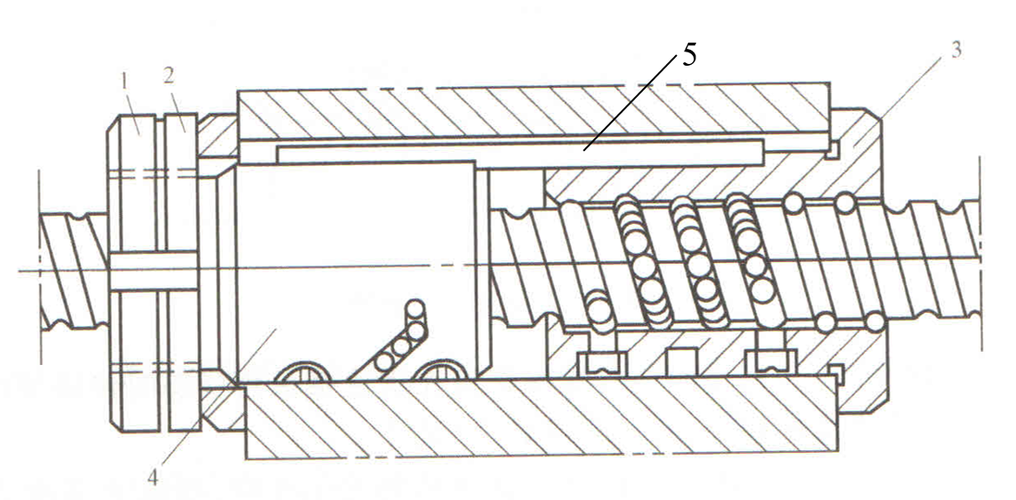
很多人以为预紧就是为了消除间隙。对,但不全对。预紧这事儿,有点像给弹簧上劲儿——上少了,刚性不足;上过头了,温升吓人,寿命直接打对折。我们车间有台日本牧野的加工中心,用了十几年精度还稳如老狗,我拆过它的丝杠螺母,发现它用的是双螺母差齿预紧,垫片厚度精确到微米。你能想象吗?那种细腻的调整手感,根本不是咱们拿扭力扳手瞎拧能比的。💡
不过话说回来,预紧到底选多重?简单粗暴的办法:最大轴向载荷的1/3。这是给那些没FEM分析条件的中小厂用的经验值。要是你的工况——比如高速切削石墨电极——粉尘漫天,预紧就还得再打个折,因为异物进去了预紧力会剧增,最后卡死。我就吃过这亏,白白废了一根C3级的丝杠。
润滑这事儿,比你想的脏多了
上个月去一个汽车零部件厂,看到他们给滚珠丝杠打黄油,用的是那种几块钱一管的钙基脂,我差点当场崩溃。拜托,滚珠丝杠的滚动体接触应力高得离谱,普通黄油没极压添加剂,跑两天就焦化结碳,反而变成研磨膏。✅ 我的习惯是,中高速场合必须用锂基极压润滑脂,黏度等级NLGI 1号或者0号,基础油黏度在100cSt以上。别问我为什么知道,问就是以前烧过轴承。
但润滑也不是越稠越好。有阵子我迷上了一种号称“终生不干”的高粘度脂,结果冬天车间没暖气,电机启动瞬间过载报警。那粘滞阻力,简直像在搅沥青。低温环境下,老老实实换低粘度脂,或者考虑油润滑。说到油润滑,循环油冷才是真高端玩法,不过那玩意儿系统复杂,一般机床根本不舍得上。
问:丝杠一般多久加一次脂?
答:没固定答案。我的做法是,用听诊器贴着螺母听声音,一旦沙沙声变尖锐,或者开始有轻微敲击感,立即补脂。量化的话,大约每运行400小时检查一次,手动注脂枪打三下,别多。宁少勿多,多了从密封圈挤出来,挂满切屑,反而坏事。
安装对中:差之毫厘,谬以千里
说真的,我见过太多丝杠不是用坏的,是装坏的。前年给一家模具厂做售后,他们新床子用了不到半年,丝杠返向器全碎了。到现场一测,螺母安装座与轴承座的同轴度差了0.15mm。0.15mm啊!装的时候用肉眼瞄,觉得差不多,可对于精密滚珠丝杠,这已经足够让钢球在循环时产生冲击载荷,没几天滚道就起麻点。
我的强迫症做法:每次安装,必须打表。双表法测偏心,径向跳动控制在0.02mm以内。还有一点,锁紧螺母时,千万要对角分次拧紧,扭矩逐步加,不能一把子拧死。不然螺母歪斜,珠子受力不均,寿命狂掉。顺便说句,别信那种“扭力扳手咔哒一声就完事”的鬼话,要分三步走,最后一步拧完再松开一点重新拧,释放应力。细节决定一切。
问:自己换丝杠,怎么判断该换了?
答:除了看表面剥落,我最常用的手段是测反向间隙。用千分表顶在工作台上,数控系统打增量指令,反复前进后退,看表针跳动。假如间隙突然比出厂值大了0.02mm以上,而且预紧调整无效,那基本判断是滚道疲劳磨损了。如果伴有周期性振动,那可能是个别珠子碎了,赶紧拆,别等卡死大修。
还有一招,测空载扭矩波动。用手盘丝杠,感觉有节奏的顿挫感,哪怕很轻微,都是内部损伤的信号。纯凭手感这本事,没拆过百十根丝杠练不出来。
回过头看,国产滚珠丝杠这些年进步真的快。像汉江、博特这些牌子,C3级产品用在通用机床上完全够用,价格只有THK的三分之二。但有一点,国产丝杠对安装精度的容错性略差,更考验装配手艺。进口的可能歪了一点还能凑合跑,国产的立马给你颜色看。这谈不上好坏,就是特性。
最后说个扎心的事实——多数丝杠的失效不是疲劳,是污染。保持清洁比啥都强。密封圈该换就换,别省那几十块钱。行了,该下班了,今晚还得去拆那台老铣床的丝杠座,但愿这次别再飞出珠子来。