干了十五年自动化集成,最怕听到一句话:“不就是个贴标机嘛,选最便宜的就行。” 真遇到这种客户,我恨不得把十年前那个凌晨三点还在产线旁抠标签残胶的自己拉过来,现场演示什么叫“便宜没好货”。
工业贴标这件事,表面看就是“撕—贴—压”三个动作,但真上了速度,上了精度,上了恶劣环境,它就成了一门玄学。❗

贴标机选型:别只盯着参数看

销售给的彩页上,速度写着“≤60张/分钟”,精度“±0.5mm”。可一到你产线,贴十张歪三张,剩下七张还带气泡。问题在哪?工况适配才是灵魂。你的产品表面是金属、塑料还是瓦楞纸?有没有油污?弧度多大?产线振动值多少?这些彩页上都没有。💡
举个例子。汽车轮毂贴标签,你以为是个平面?那曲面变化能让你怀疑人生。这时候你得选带仿形压贴功能的贴标头,压贴滚轮得是特殊硅胶材质。不然标签边缘三个月必翘。翘边还算好的,整张脱落的我都见过——那批货被主机厂罚了八十万。
问:到底该选压贴还是吹贴?
答:很多人被销售忽悠,以为吹贴高级。其实得看你的标签底纸释放性、产品表面静电情况、还有贴标角度。吹贴适合非接触场景,比如食品包装上怕压坏;但你要是贴发动机缸体那种带凹凸字符的表面,老老实实用压贴,力量可控。吹贴有个致命弱点:标签纸一旦带静电,吹起来就飘,贴不准还是小事,飘到设备里引发故障你就哭吧。
产线集成:那些让你半夜惊醒的细节
贴标机单机跑得再溜,挂到产线上就歇菜,这种事我经历过不下十次。根源往往不是大问题,而是些毫不起眼的小坑。比如信号交互。你的PLC给贴标机发一个“产品到位”信号,结果标签还没贴完,下一个产品又顶过来了——堆垛!停线!然后你半夜两点被电话打醒,赶到工厂发现就因为一个光电传感器延时设错了 50 毫秒。
更头疼的是印刷贴标系统的集成。很多工厂想着“一物一码”,上了在线打印贴标机,结果发现数据流卡成狗。MES下发一个标签数据,贴标机愣三秒才有反应。Why?接口协议没弄透。你用了网口,但对方只给了串口。你用OPC UA,它那边还在玩 Modbus RTU。调试到凌晨四点,最后发现是网线水晶头压得不好,接触不良——这种事儿说出来都丢人,但就是真实发生的。

问:贴标机怎么和现有产线快速集成,避免停机太久?
答:除非你是全新线,否则预集成测试和仿真是救命稻草。拿3D扫描建个仿真环境,把贴标动作模拟一遍,能避开 80% 的机械干涉。电气信号提前做一个转接测试台,所有信号打一遍,确认时序。别信供应商的“我们可以在线调试”,最后都是你的产线在陪他们 debug。另外,一定要求双通道触发模式:既可以用编码器跟随速度,也能用外部传感器触发,切换起来灵活。这些配置听起来不起眼,但能让你少熬好几个夜。
标签材料的学问:比你想的深得多
标签不起眼,但出问题都是批量性的。有一回客户为了省钱,把PET标签换成了PVC,结果仓库堆了一个月,标签全翘了——PVC遇热收缩率比PET大四倍。那个夏天,退货堆积如山。后来我养成习惯,新项目一定要做贴标环境老化测试:包括温湿度循环、盐雾、紫外线,甚至你得模拟产品运输过程中的摩擦。❗
胶水也是玄学。丙烯酸压敏胶适应性广,但遇到尼龙、聚丙烯这类低表面能材料,就得用橡胶系胶粘剂,或者提前做电晕处理。还有些特殊场景,比如热处理工序,标签得耐600℃?那得用陶瓷标签加高温粘合剂。说实话,很多工程师连自己产品表面的达因值都不测,就瞎选标签,最后出事了才想起来补救。
数据整合:从“贴上去”到“连起来”
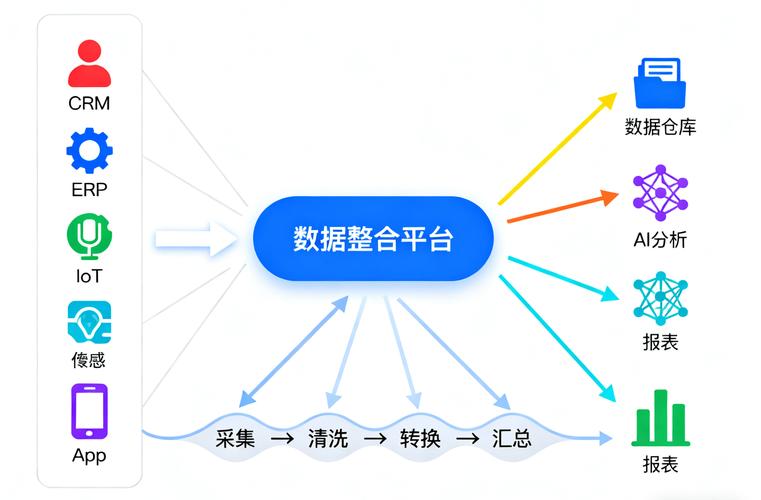
现在都谈智能制造,工业贴标早不是孤岛了。标签上的条码或RFID变成了数据载体,贴标机就成了数据写入的第一个节点。防错与追溯是核心价值。比如汽车零部件,每个零件身份码要和工单、供应商、生产参数绑定。贴标机要能实时校验条码等级,C级以下立刻报警并停机。否则一旦流入下道工序,靠人眼抽查?概率约等于中彩票。
问:工业RFID贴标是不是比条码贴标贵很多?值得投入吗?
答:初期成本确实高,一片RFID inlay贵几毛到几块不等。但你要是做高端制造,比如医疗设备、航空部件,那RFID带来的追溯深度和读取便利性就太值了。不用一个个对着条码扫,整箱过门就全读完,效率提升不是一点半点。而且RFID还能写入动态数据,比如经过某个高温炉,芯片里记录下最高温度,事后质量分析爽到爆。当然,金属环境对RFID干扰大,这时候要用抗金属标签,安装位置也得和贴标机供应商反复确认。✅
这些年踩过的坑,让我总结出一句话:工业贴标系统不是买一台机器,而是买一个可靠的工序节点。那些看似细微的环节——传感器延时、标签收缩率、信号抖动——积累起来就是停线和客诉。多花点钱在前期评估,少跪在产线旁怀疑人生,这笔账,算得过来的。