2026-06-24 09:40:34 作者:网编
分类:文章
上周有个同行打电话来,语气懊恼得很:“我新上的砂磨机,产量就是上不去,浆料还发黑!”我直接问:介质是不是用了玻璃珠?他愣了半天——果然。唉,这个问题我五年前也犯过。
砂磨机这玩意儿,看着就是个铁罐子加转轴,但里头的门道,没交过学费的人根本不懂。
它到底怎么“磨”?——不是靠蛮力
很多人以为砂磨机就是把大颗粒压碎。说实话,那是颚式破碎机的逻辑。砂磨机靠的是研磨介质撞击与剪切,这个点搞不清楚,后面所有的工艺调整都会跑偏。
线速度、填充率、介质直径……这些参数之间有个动态平衡。我亲眼见过一家厂,为了提高细度,拼命加转速,结果机封三天两头漏油,浆料温度飙到80℃,把涂料里的树脂都给闷黄了。❗
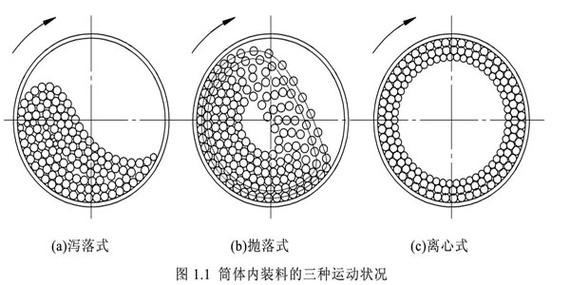 工业砂磨机内部研磨介质运动轨迹图
所以原理不是纸上谈兵。你得知道自己物料的目标粒径和粘度,再反推介质选择——是硅酸锆珠,还是氧化锆珠?尺寸多大?很多人图便宜用玻璃珠,磨损太快不说,碎片混进产品里,颜色发灰、发黑,最后成品报废,那才叫心疼。
问:研磨介质选 0.8mm 还是 1.2mm?差别到底大不大?
答:大得离谱。我用过 0.8mm 的氧化锆珠磨纳米颜料,出料细度 D90 能到 200nm 以下,换成 1.2mm 的,同样的时间只能到 450nm。但你别高兴得太早——0.8mm 的小珠分离间隙要求极高,筛网稍有问题就堵,而且珠子本身易碎。有一回,我为了追求极限细度,强行上超小珠,结果介质碎屑堵死分离器,整批料报废。 所以,不是越细越好,得看你的分离装置、物料粘度、甚至泵的输送能力。
工业砂磨机内部研磨介质运动轨迹图
所以原理不是纸上谈兵。你得知道自己物料的目标粒径和粘度,再反推介质选择——是硅酸锆珠,还是氧化锆珠?尺寸多大?很多人图便宜用玻璃珠,磨损太快不说,碎片混进产品里,颜色发灰、发黑,最后成品报废,那才叫心疼。
问:研磨介质选 0.8mm 还是 1.2mm?差别到底大不大?
答:大得离谱。我用过 0.8mm 的氧化锆珠磨纳米颜料,出料细度 D90 能到 200nm 以下,换成 1.2mm 的,同样的时间只能到 450nm。但你别高兴得太早——0.8mm 的小珠分离间隙要求极高,筛网稍有问题就堵,而且珠子本身易碎。有一回,我为了追求极限细度,强行上超小珠,结果介质碎屑堵死分离器,整批料报废。 所以,不是越细越好,得看你的分离装置、物料粘度、甚至泵的输送能力。
选型时踩过的坑,都刻在我钱包上了
砂磨机分类太杂了:卧式、立式、盘式、棒销式、涡轮式……有一次客户问我,他做陶瓷墨水,选哪个?我凭着惯性说“卧式盘式就行”,结果现场一试,研磨效率低得吓人,因为他的墨水粘度随剪切剧烈变化,盘式根本不适用于那种触变流体。最后换成涡轮式砂磨机,立刻解决。
再说一个更隐蔽的坑:材质。处理酸性浆料,你还用不锈钢腔体?等着生锈穿孔吧。✅必须上聚氨酯内衬或陶瓷腔体。但聚氨酯怕高温,陶瓷怕硬质大颗粒——你没预分散好,进去就崩裂。这中间的分寸,让人头大。
 卧式砂磨机与立式砂磨机现场对比安装图
问:卧式和立式砂磨机,到底怎么选?
答:老生常谈的说法是:立式适合低粘度、频繁换色清洗;卧式适合高流量、高比重介质。这话没错,但忽略了一个致命点——设备占地和操作维护便利性。立式机房要挑高,换介质时要拆上盖,累死个人;卧式机看着省地方,可机械密封一旦漏水,维修空间窄得骂娘。我现在的经验是:如果车间层高够,立式清洗确实快;但如果你的产品线单一、追求稳定量产,选卧式,并且一定把密封冷却系统做好。别再问我为什么知道——一支进口密封圈两千块,换三次就够买半台机了。💡
卧式砂磨机与立式砂磨机现场对比安装图
问:卧式和立式砂磨机,到底怎么选?
答:老生常谈的说法是:立式适合低粘度、频繁换色清洗;卧式适合高流量、高比重介质。这话没错,但忽略了一个致命点——设备占地和操作维护便利性。立式机房要挑高,换介质时要拆上盖,累死个人;卧式机看着省地方,可机械密封一旦漏水,维修空间窄得骂娘。我现在的经验是:如果车间层高够,立式清洗确实快;但如果你的产品线单一、追求稳定量产,选卧式,并且一定把密封冷却系统做好。别再问我为什么知道——一支进口密封圈两千块,换三次就够买半台机了。💡
维护不是修修补补,是“把钱花在故障前面”
砂磨机最费钱的部分就两样:机械密封和研磨介质。密封一漏,油水混进浆料,整锅料就完了。我见过最惨的,密封水漏进正极浆料,电池涂布出来全是针孔,直接退货。
所以,我的规矩是:
– 每周检查机封冷却水流量和温度,哪怕耽误半小时产量也值。
– 介质球别看它们小,半年取样测一次磨损率,别等发现浆料里全是金属屑才后悔。
– 筛网缝隙标称 0.2mm,实测往往偏大,新筛网来了我先用塞尺量,不合格就退货——别笑,这我收到过间隙偏差 50% 的货。
 砂磨机研磨介质磨损消耗对比图
还有一个被严重低估的环节:定期校准温度探头。物料温度控制不准,不仅是品质问题,还会让机封橡胶件提前老化。有一回,我的温控显示 60℃,实际实测 78℃,胶料在里面都快起反应了。后来才发现探头表面结垢,测的是壁温不是料温。
说真的,用好砂磨机,就是跟无数细节较劲。别信那些“一键启动、无人看守”的宣传——它可能不会闹脾气,但产品质量会悄悄打你脸。
这篇文章没讲什么高深理论,全是我花真金白银换来的教训。能不能让你少走点弯路?我觉得能。毕竟,在这个行业,少坏一锅料,比多卖一吨货还实在。
砂磨机研磨介质磨损消耗对比图
还有一个被严重低估的环节:定期校准温度探头。物料温度控制不准,不仅是品质问题,还会让机封橡胶件提前老化。有一回,我的温控显示 60℃,实际实测 78℃,胶料在里面都快起反应了。后来才发现探头表面结垢,测的是壁温不是料温。
说真的,用好砂磨机,就是跟无数细节较劲。别信那些“一键启动、无人看守”的宣传——它可能不会闹脾气,但产品质量会悄悄打你脸。
这篇文章没讲什么高深理论,全是我花真金白银换来的教训。能不能让你少走点弯路?我觉得能。毕竟,在这个行业,少坏一锅料,比多卖一吨货还实在。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:砂磨机实战谈:原理、选型与维保,这些血泪教训你得知道
文章链接:https://www.zystgy.cn/a/53795