选型那些坑,踩过才知道疼
别迷信样本数据! 厂家给的处理量是在理想物料、最佳钢球配比下的理论值。你家的矿石硬度、入料粒度、水分含量,稍微一波动,实际产能直接打七折。我见过最离谱的案例,某厂花大价钱买了台宣称时产50吨的,投产后连30吨都稳不住——因为没考虑矿石的邦德功指数!这个参数,很多选型工程师压根不看。
维护保养:别等趴窝了再抓瞎
球磨机最怕什么?润滑。这句话我得吼出来❗ 主轴承巴氏合金烧瓦,90%是润滑出毛病。稀油站滤芯堵了、油温高了、流量低了……这些报警信号有多少人当真了?等轴瓦冒烟了才跳起来,晚啦。定期清理滤网,检查油质,每班必须确认油流指示器,这是死命令。 衬板螺栓也是个头疼事。松了,漏料磨筒体;紧了,螺栓拉断。怎么办?用扭力扳手按规范打紧,运转一周后再复紧一次。别偷懒。还有钢球,补加量不是扔进去就行,得定期清仓分级,否则大小球比例失调,效率断崖式下跌。
QA:你关心的实际问题
问:球磨机衬板到底多久换一次?答:没有标准答案,看工况。但有个窍门——盯住磨机的电流趋势。当筒体衬板磨损到一定厚度,钢球带不起来,电流会明显下降,同时台时产量也同步走低。再配合停机检查衬板剩余厚度,低于原厚度30%就该安排更换了。别非用到磨穿,划伤筒体就亏大了。 问:为什么我的球磨机排料粒度突然变粗?
答:先查隔仓板。篦缝是不是糊了、碎了?铁渣、碎球混在里面,堵住篦缝,物料流速加快,出料当然变粗。再查钢球级配,有时候碎球过多,研磨能力不足。清理隔仓板、筛出碎球,往往能解决。如果还不行,可能是衬板波峰磨平了,研磨效果丧失。💡
故障处理:别慌,都是小场面
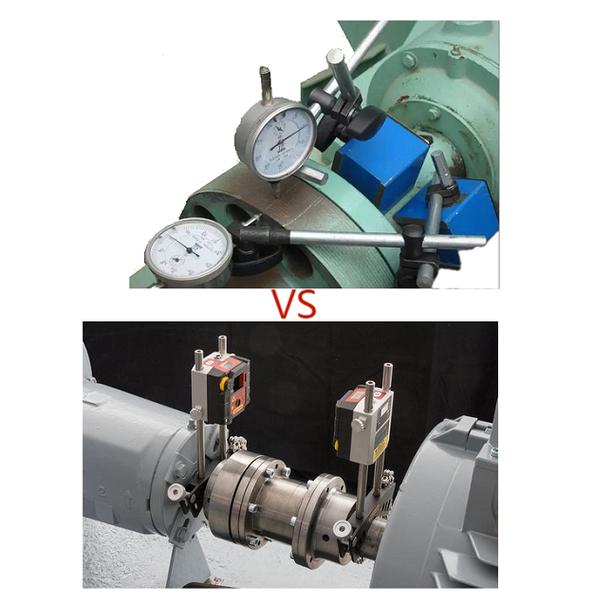
齿轮振动超标?别急着换轴承。先打表测一下大小齿轮的径向跳动和侧隙。十有八九是基础沉降导致同轴度跑了。重新调整齿轮啮合,比换整套减速机便宜十倍。还有,齿轮罩里积攒的铁屑要定期清理,那玩意儿混进润滑脂里就是研磨膏,加速齿面点蚀。