别把浸塑想得太简单
浸塑不是把工件往塑料浆里一蘸再拎出来就完事。你试试看?出来的不是流挂就是针孔,厚薄不均能把强迫症逼疯。✅ 预热温度、浸入时间、提出速度、塑化温度——这四个参数像一桌麻将,少一个都胡不了。尤其是浸塑预热,工件温度差个十度,涂层厚度能差出一倍。去年给一家农机厂做耙齿浸塑,他们自己搞的预热炉温控不准,出来的齿尖涂层薄得像纸,齿根却厚得堵孔,装都装不上。❗你说气不气人。
选料就像选媳妇:合适最重要
市面上浸塑料主要分PVC(聚氯乙烯)、PE(聚乙烯)和PA(尼龙)。PVC软、手感好,但是不耐候,户外晒一年就变色发脆;PE硬、耐腐蚀,可附着力差,表面处理做不好就是“贴膏药”;PA呢?耐磨耐油,但吸湿性强,尺寸稳定性要命。💡 好多设计师上来就指定进口料,结果产品一量产,成本翻倍、交期拉长,老板脸绿了。 我经手过一个医疗设备扶手浸塑项目,图纸要求特奇葩:既要防滑手感,又要耐酒精擦拭,还要能过盐雾测试96小时。试了七种配方才定下来,最后用的是改性PVC合金料,成本只比普通PVC贵两成,性能全达标。所以说,浸塑工艺真正的核心是材料适配,不是越贵越好。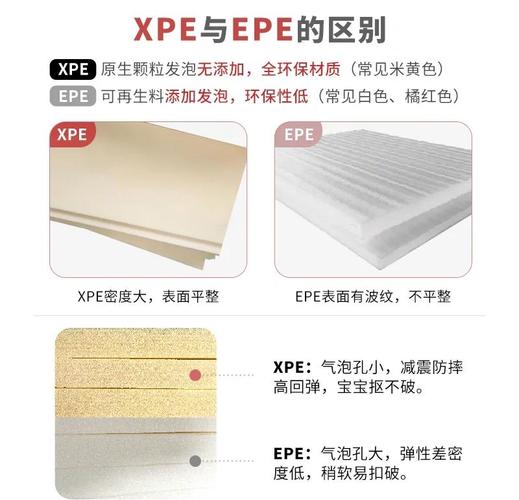
答:这问题我每年回答不下百次。简单说,浸塑是热塑性涂层,喷塑通常是热固性涂层。浸塑层厚,一般0.5-5毫米,能包覆复杂形状,弹性好,但硬度低,受不了尖锐刮擦;喷涂层薄,通常0.05-0.1毫米,硬度高,耐划伤,但边角覆盖差。举个例子:路边护栏用浸塑,因为要防撞缓冲;汽车底盘件用喷塑,因为要抗石击。千万别用反了——有个客户把厨房置物架全浸塑,结果盘子一蹭就掉粉,投诉到我这,我一看设计图,他愣是把五金和粉末浸塑的特性搞混了。 问:浸塑件出现气泡怎么解决?有没有治本的法子?
答:气泡分两种:底材析出的和塑液中裹入的。底材有气孔,预热时热胀冷缩就把气体顶进涂层——这种得靠前处理,喷砂或者磷化封孔;塑液里的气泡多半是搅拌太猛,或者粉末受潮,浸塑前必须脱气泡处理。我习惯在浸塑槽边放一小瓶消泡剂,发现气泡密集时滴几滴,临时救急好用。✅ 但根本办法是控制浸塑温度曲线和槽液粘度,这得结合你们自己的设备反复试。别指望抄个参数就一劳永逸,那是不可能的。
那些年我交过的学费