记得第一次进涂装车间,那股刺鼻的溶剂味直接让我退了两步。但是看到那辆白车身缓缓浸入槽液,再出来时已经均匀覆上一层灰色膜——说实话,我当时心里就两个字:神奇。
后来自己经手了几个项目,才明白电泳涂装的魔力远不止‘浸一下’那么简单。
电泳涂装的核心:不是魔法,是电化学
很多人以为电泳就是泡个澡。哈!如果真那么简单,我们这些搞工艺的早就失业了。电泳涂装本质上是一种电沉积过程。涂料粒子在水中带电,在电场作用下向带相反电荷的工件表面定向移动,然后沉积、固化成膜。学问全在参数里:电压、时间、温度、固体份、pH值……差一点,针孔、缩孔、膜厚不均全来了。
有一次,我们线上突然出现大面积车顶缩孔。排查了一圈,最后发现是前处理酸洗后残留氯离子过高。就那一次,停产三天,损失几十万。所以,别以为电泳线好伺候,它娇气得很。

对,就是图片上那种场景。工件完全浸没,没有死角。这恰恰是电泳的一大优势——泳透力。喷涂够不到的内腔、焊缝,电泳漆膜都能覆盖。汽车车身要求耐盐雾1000小时以上,没电泳打底,想都别想。
问:为什么有些电泳件发黄,还感觉粗糙?
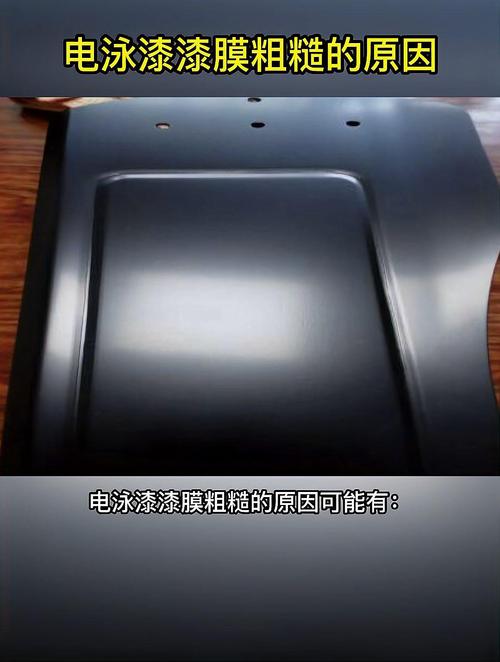
答:大概率是烘干过度或槽液老化。电泳漆膜在烘干窗口很窄,温度高一点、时间长一点,树脂过交联就发黄,甚至脆化。槽液如果长期不更新,杂质富集,沉积出颗粒,手感就粗糙。我们厂现在每周检测一次槽液电导率、颜基比,比养孩子还上心。另外,前处理磷化膜的均匀性也影响外观,发黄有时候是磷化膜本身的问题。
说实话,这种细致活儿,枯燥,但出了毛病就是大问题。有时候车间师傅凭手感都能摸出来——这大概就是经验吧。
阴、阳极电泳:选错了就是灾难
电泳分阳极电泳和阴极电泳。阳极电泳,工件做阳极,过程中会溶出金属离子污染漆膜,耐腐蚀差。现在乘用车几乎全是阴极电泳。但有些低成本工业件还在用阳极电泳,盐雾要求不高,凑合能用。不过话说回来,既然要做防腐,就不该省那点钱,对吧?我见过一个货架厂,为省钱用阳极电泳,结果半年生锈,被客户骂惨了。后来改阴极电泳,成本高15%,但寿命翻倍不止。
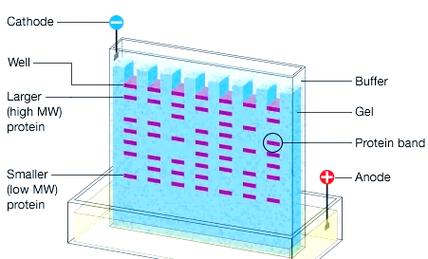
看看这张原理图,阴极电泳工件是负极,槽液中的阳离子树脂向工件移动,沉积过程不伤金属本身。这就是它牛的地方。
问:电泳之后为什么还要喷中涂和面漆?

答:电泳漆是底漆,负责防锈和附着力,但耐候性很差。紫外线一照,很快就粉化。所以必须再喷中涂抗石击、隔绝紫外线,最后上面漆提供颜色和光泽。当然,有些内饰件或看不见的地方单用电泳就够了,比如车门内板。但外表面必须完整涂层。我们有一批出口件,客户要求电泳膜厚≥20μm,中涂+面漆总膜厚≥90μm,外加耐碎石冲击测试。那标准,太苛刻了。不过确实,这样才能扛住加拿大冬天的砂盐。
工艺控制:每天都在走钢丝
电泳槽的管理是门玄学,真的。电压控制要分段,入槽时电压低些,避免冲击大产生针孔;泳透力取决于高电压下的电场分布;槽温得维持在28±2℃,不然成膜速度和膜质量都变。还有最重要的超滤系统——用超滤膜回收冲洗废水中的涂料,闭路循环。一旦超滤膜堵了,膜通量下降,冲洗不干净,工件带出物多,槽液稳定性就崩。我们那套超滤设备,每隔三个月就得化学清洗一次,否则流量唰唰掉。
说到这,想起一次哭笑不得的事:操作工误把消泡剂当溶剂加到槽里,整个槽面全是泡沫,溢得一地。清理了两天!这种事故,教科书不会写,但现实天天发生。
环保大趋势下的电泳
现在环保查得严,电泳涂装其实挺绿色,水性涂料,挥发性有机物很少。但前处理和烘干废气还是要处理。我们上了沸石转轮+RTO,投资大,但排放达标,值!而且阴极电泳涂料也在进步,无铅、无锡催化剂的环保型产品越来越多。这是好事。
不过说实话,无铅体系的耐腐蚀性开始有点弱,后来通过改进树脂才追平。技术迭代就是这样,螺旋上升。
结尾:我对电泳的一点执念
干了十几年涂装,电泳线还是让我又爱又恨。爱它的可靠防腐,恨它的敏感脆弱。但每当我看到公路上疾驰的汽车,多少年不锈,心里还是有点小骄傲——那里面有我们这些技术员的一份力。电泳涂装,看似普通,却是现代工业的基石之一。真希望更多人能理解这门手艺,而不是仅仅把它当作‘前处理而已’。