我干这行快十五年了。热喷涂,说实话,真是让人又爱又恨。爱它是因为,一个几十丝的涂层能让零件寿命翻好几倍;恨它是因为——稍不注意,涂层就给你玩脱落、开裂,搞不好整个轴都废了。那种感觉,像极了伺候一个挑剔的恋人。
原理?我们车间只认“扔泥巴”
有人动不动就讲热力学、粒子速度……我听到就头疼。其实你想想,热喷涂就是把材料(比如陶瓷棒、金属粉末)加热到熔融或半熔融,然后高速喷到工件表面,一个个小颗粒像泥巴一样狠狠砸上去、拍扁,一层层堆积成涂层。就这么简单。不过,这“泥巴”可不是随便扔的。参数不对,扔上去也是豆腐渣。
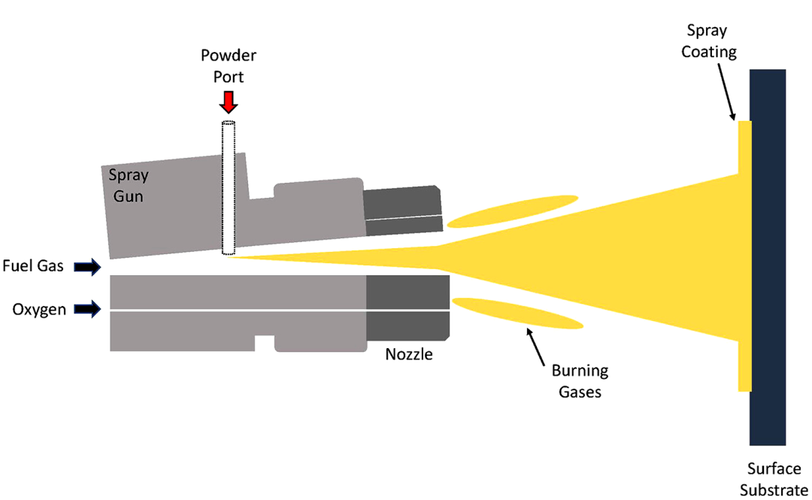
好了,现在说工艺。我们常用的有火焰喷涂、电弧喷涂、等离子喷涂……还有这几年特火的超音速火焰喷涂(HVOF)。各有各的脾气。等离子喷涂温度高得离谱,上万度,喷氧化锆热障涂层是绝活儿。但它的粉尘吓人,得全副武装。HVOF呢,速度极快,涂层致密,结合力强,可设备贵得吐血,一套喷枪几十万,老板听了直皱眉。💡
涂层结合力:我的经验全是血泪
问:为什么我的涂层结合强度总是不达标?
答:我告诉你,90%的问题出在预处理!表面一定要粗糙,不能有油、锈,喷砂要打出均匀的毛面。但很多人忽略了——喷砂完必须马上喷,不能放。有一次,我们施工延迟了半小时,基体表面吸湿,涂层上去就起皮,整批报废,我差点被炒鱿鱼。还有,把基体预热到合适温度也关键,尤其喷厚涂层,冷板上去容易应力集中,咔嚓就裂。
另一个老大难:涂层厚薄不均。人为操作当然有影响,但设备稳定性才是根本。送粉器卡一下,那一块就薄了,后面磨削量不够,直接废。

喷涂材料那些事儿

材料选错,一切白搭。比如耐磨涂层,常用碳化钨,但它不能用于高温,因为会分解。高温下得用氧化铬或氧化铝。还有结合底层材料,很多时候要用镍铝,因为它喷上去会与基体发生放热反应,形成微冶金结合,提高结合力。我见过一些新手,直接喷陶瓷,结果一敲就掉——没底层啊!
还有粉末的粒度、形貌、松装密度……这些参数选不好,流动性差,送粉不均匀,涂层质量就没保证。我坚持用球形雾化粉,虽然贵点,但少操心。
问:热喷涂涂层能修复磨损的轴吗?
答:当然能,这正是它的拿手好戏。比如液压柱塞、轧辊、风机轴……磨损超差后,我们用热喷涂恢复尺寸,再磨加工,成本比换新低多了。不过,修复前要检查轴的疲劳裂纹,不然喷上去也白搭。还有,修复后的轴,疲劳强度会下降,设计时要留余量。
这行当,门槛不高,但水很深
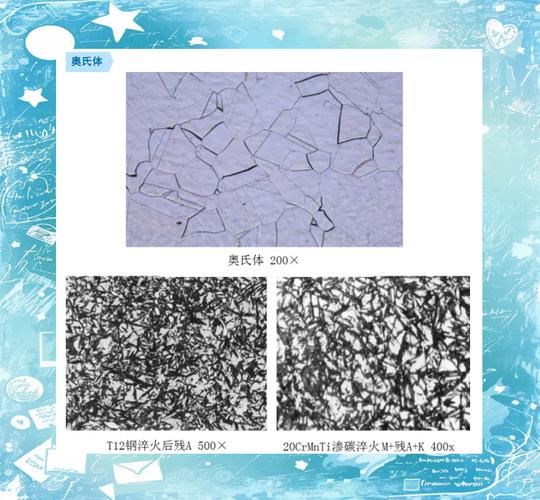
外面人都以为喷涂就是扛个枪瞎喷。错!要懂材料、懂机械、懂电、懂气体……简直是个多面手。而且国内涂层市场鱼龙混杂,低价竞标,用回收粉、偷工减料,导致涂层寿命短,坏了行业名声。我碰到过客户,说“热喷涂不如镀铬”,气得我——我当场给他看金相,对比致密度,他没话说了。可也难怪,被劣质工程搞怕了。
现在环保要求严,热喷涂粉尘和噪音也是大问题。我们上了除尘系统,还有隔音房。但有些小作坊,哎,工人就在乌烟瘴气里干,真心酸。
如果你打算上热喷涂项目,真心建议:先把预处理做扎实,再谈涂层;选设备别贪便宜,送粉系统一定要可靠;还有,找靠谱的粉末供应商,批次要稳定。别像我,吃过太多亏。
最后聊两句展望
热喷涂技术一直在进步,冷喷涂、悬浮液喷涂……能喷更细的粉,做纳米涂层。可成本高,生产上用得少。不过,我觉得未来修复再制造领域会是增长点,毕竟降本增效嘛。但话说回来,基础的东西都搞不好,谈什么先进技术呢。对不?