2026-06-23 02:39:44 作者:网编
分类:文章
工业窑炉,在车间里蹲着,是个沉默的巨兽。我入行头三年,天天跟回转窑、隧道窑打交道,被烫过、熏过、也惊出过一身冷汗。这一行,看起来粗笨,细节多到要命。
窑炉也挑食?燃料那些事儿
天然气、发生炉煤气、重油、煤粉……你喂它什么,它脾气就变什么样。记得有家厂子,为了省成本把天然气改成煤粉,结果呢?窑内结圈严重,三个月清一次,每次停产三天,人工费比省下的燃料钱还多!燃料热值与窑炉设计必须严格匹配,不是你想换就能换的。❗
 工业窑炉燃烧器火焰形状调整
说实话,很多老板只看燃料单价,不看综合热效率。这就好比买了个省油的发动机,却配了个漏风的烟囱。回转窑还好点,隧道窑更挑。有次去调试一条烧卫生洁具的隧道窑,设计烧天然气,业主非要掺高炉煤气,结果预热带温度乱了套,产品开裂率飙升到15%——最后还得老老实实改回纯天然气。💡
工业窑炉的种类多着呢,水泥厂用回转窑,玻璃厂用蓄热式马蹄焰窑,陶瓷厂多数是辊道窑或隧道窑,锻造车间还有室式炉。不同行业,工艺要求天差地别。比如烧卫生洁具的隧道窑,对温度均匀性要求极高,窑内温差不能超过5℃,否则釉面色差就很明显。而烧石灰的回转窑,对过烧和生烧控制就宽松些。
工业窑炉燃烧器火焰形状调整
说实话,很多老板只看燃料单价,不看综合热效率。这就好比买了个省油的发动机,却配了个漏风的烟囱。回转窑还好点,隧道窑更挑。有次去调试一条烧卫生洁具的隧道窑,设计烧天然气,业主非要掺高炉煤气,结果预热带温度乱了套,产品开裂率飙升到15%——最后还得老老实实改回纯天然气。💡
工业窑炉的种类多着呢,水泥厂用回转窑,玻璃厂用蓄热式马蹄焰窑,陶瓷厂多数是辊道窑或隧道窑,锻造车间还有室式炉。不同行业,工艺要求天差地别。比如烧卫生洁具的隧道窑,对温度均匀性要求极高,窑内温差不能超过5℃,否则釉面色差就很明显。而烧石灰的回转窑,对过烧和生烧控制就宽松些。
砌炉子的手艺快失传了
现在年轻人谁愿意干砌炉工?又热又累,一身灰。但工业窑炉的寿命,三分靠设计,七分靠砌筑。一块耐火砖的尺寸偏差超过0.5毫米,砌出来的拱顶可能用不了半年就掉砖。我认识一个老师傅,砌了四十年窑,他砌的拱顶,拿指甲抠缝,缝里连张纸都塞不进去。去年他退休了,徒弟手艺差得远,现在厂里到处找返聘的。这行当,耐火材料的选型和砌筑工艺直接决定窑炉内衬寿命,马虎不得。✅
 工业窑炉拱顶耐火砖干砌现场
问:工业窑炉一般能用多少年?
答:看怎么用,看怎么砌。设计寿命通常是8-10年,但维护得好的窑,用15年以上的也不少。维护得不好——三年就报废的也不是没见过。关键在烘炉曲线,新砌的炉子必须慢慢烘干,急不得。有些老板不懂,催着投产,升温太快,耐火材料炸裂,那真的哭都来不及。
问:怎么判断窑炉需要大修了?
答:如果你发现窑壳表面温度突然升高,或者有热斑,经常局部发红,内衬肯定出问题了。还有就是看排烟温度,如果同样产量下排烟温度比新炉子高了几十度,说明隔热层已经失效。更直接的是,听到窑内有异常声响,或者掉落的耐火砖碎块堵了出料口——别犹豫,立刻停炉检查。拖下去就是安全事故。
工业窑炉拱顶耐火砖干砌现场
问:工业窑炉一般能用多少年?
答:看怎么用,看怎么砌。设计寿命通常是8-10年,但维护得好的窑,用15年以上的也不少。维护得不好——三年就报废的也不是没见过。关键在烘炉曲线,新砌的炉子必须慢慢烘干,急不得。有些老板不懂,催着投产,升温太快,耐火材料炸裂,那真的哭都来不及。
问:怎么判断窑炉需要大修了?
答:如果你发现窑壳表面温度突然升高,或者有热斑,经常局部发红,内衬肯定出问题了。还有就是看排烟温度,如果同样产量下排烟温度比新炉子高了几十度,说明隔热层已经失效。更直接的是,听到窑内有异常声响,或者掉落的耐火砖碎块堵了出料口——别犹豫,立刻停炉检查。拖下去就是安全事故。
危险的窑炉,危险的青春
刚入行那年,我在一个水泥厂实习。夜里巡检回转窑,正走着,突然听到一声闷响——窑头罩侧面一块浇注料脱落,火舌窜出两三米!幸亏我当时离得远,不然直接报销。后来查明,是锚固件焊接不牢导致浇注料整体剥离。这种事故,书本上不会教你,只有现场教训才刻骨铭心。所以我现在每到一个新窑,都先看窑皮温度,再听托轮声音,最后才看仪表数据。经验,是拿命换的。
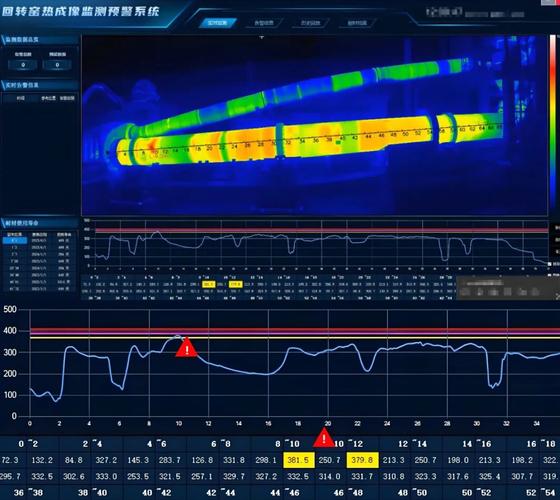 回转窑窑皮测温热成像巡检
回转窑窑皮测温热成像巡检
节能改造,别被忽悠了
现在到处都在说节能减排,卖设备的都拍胸脯说能省30%的天然气。我的经验是——先别急着信。省30%?那是把窑温降低30度,产量也给你降30%。真正的节能,一定是从燃烧系统和余热回收下手。比如把常规烧嘴换成富氧燃烧,或者加上烟气循环利用。有一家石灰厂,给回转窑加了个竖式预热器,利用窑尾热风预热石灰石,还真把吨灰煤耗从120公斤降到105公斤,这个是真功夫。
不过话说回来,每个窑的情况都不一样,照搬别人的方案大概率翻车。一定要先做热平衡测试,搞清楚热量到底从哪儿跑掉了。是排烟损失大?还是炉体散热大?还是不完全燃烧?找准了病根再下药。我看到太多企业花大价钱买了个高级燃烧器,结果发现是窑体保温棉太薄,钱白花了。妈的,冤枉钱啊。
这几年工业窑炉往大型化、智能化方向走,什么数字孪生、自动控温、烟气在线监测……技术上确实进步了,但基本功反而被忽视。我始终觉得,把一块砖砌好,比装一百个传感器都实在。你说对吧?
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业窑炉:那些老师傅不肯说的门道,今天全抖出来
文章链接:https://www.zystgy.cn/a/53693