2026-06-23 02:03:44 作者:网编
分类:文章
要说干燥炉,我入行十五年,拆过的炉子比拆过的快递还多——不开玩笑。上周还有个小厂老板打电话来,声音都在抖:“李工,我新买的热风循环干燥炉,烘出来的工件全是水渍,客户要退货!”我一听就懂,又一个被低价宣传坑了的可怜人。干燥炉这玩意儿,看起来就是个铁皮箱子加几根加热管,但里面的门道深着呢。
干燥炉,真的不是“热箱子”那么简单
很多人以为干燥炉嘛,就是把东西丢进去,加热,完事儿。错得离谱。就拿最普通的热风循环干燥炉来说,风道设计稍微不合理,炉内温差能到±15℃。你设定150℃,角落可能才135℃——烤出来的工件,这边焦了,那边还没干透。我们厂曾经给一家汽车零部件商供货,对方要求涂层固化温差必须控制在±3℃以内,逼得我把整个炉膛的气流组织重新做了三版仿真。
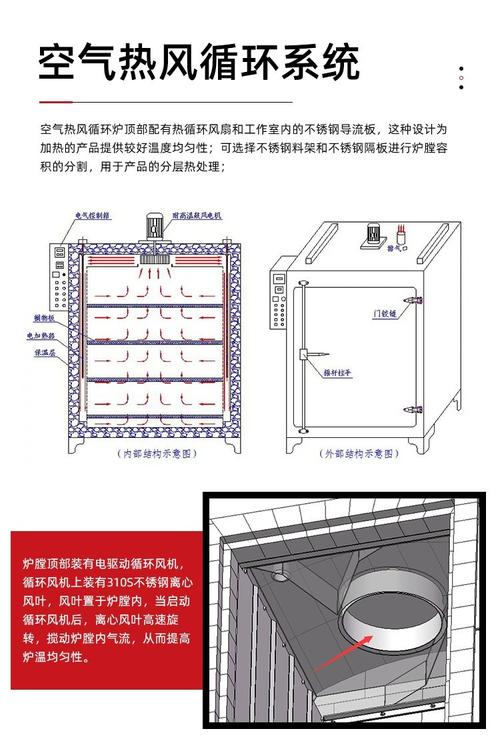 工业干燥炉热风循环风道设计示意图
说白了,干燥炉的核心不是温度,是温度场均匀性。再加上废气排放方式不对,冷凝水回流,直接把工件二次污染——这种破事儿我见太多了。还记得2018年帮一个朋友改造他们的台车式干燥炉,打开检修门一看,加热管上结的垢都快把空气通道堵死了,难怪能耗飙高。
工业干燥炉热风循环风道设计示意图
说白了,干燥炉的核心不是温度,是温度场均匀性。再加上废气排放方式不对,冷凝水回流,直接把工件二次污染——这种破事儿我见太多了。还记得2018年帮一个朋友改造他们的台车式干燥炉,打开检修门一看,加热管上结的垢都快把空气通道堵死了,难怪能耗飙高。
选型时的几个大坑,我替你们踩过了
坑一:只看价格不看结构。市面上五六万的工业干燥炉,用的都是薄钢板加岩棉保温,用两年就开始变形漏热。真正耐用的,往往要用双层不锈钢内胆、高密度硅酸铝纤维,成本自然高。有次招标,客户选了最低价,结果炉子用了一年门封就老化,热量呼呼往外冒,车间夏天没法待人。
问:新买的真空干燥炉为什么抽真空慢,而且极限真空度上不去?
答:大概率是密封件不行。很多厂家为了省成本,用丁腈橡胶密封条,耐温才120℃,你一旦烘到150℃以上,它就老化硬化,漏气是迟早的事。必须用氟橡胶或者硅橡胶,还得定期检查门封的压缩量。另外,真空泵选型偏小也会导致抽速不足——看清技术参数里的有效抽速,别光看泵的标称值。
坑二:忽视物料特性。有些物料在干燥过程中会释放腐蚀性气体,比如烘含硫的矿石,普通碳钢炉体几个月就穿孔。这时候你得选内衬搪瓷或采用特材,但这部分成本往往被新手忽略。去年一个客户烘干锂电池极片,没做氮气保护,结果溶剂挥发与空气混合,差点爆炸!防爆设计绝对是某些干燥炉的生死线。
问:隧道式干燥炉的网带总是跑偏,怎么调都调不好,是不是质量不行?
答:先别急着骂设备商。网带跑偏85%的原因是张紧度不匀或者滚筒平行度偏差。你拿激光对中仪打一下两端滚筒轴线,差超过0.5mm就跑偏严重。还有,网带长期单侧负载也可能导致变形,比如你所有工件都堆在左半边,时间久了网带就“记性”了。维护手册上写定期调张紧,很多人根本不当回事,对吧?
 隧道式干燥炉网带纠偏装置实拍
隧道式干燥炉网带纠偏装置实拍
维护保养:别等炉子趴窝了才想起我
干燥炉的维护说穿了就三个字:清、检、校。清什么?清加热管表面积灰、清风道内杂物、清废气管道里的凝结物。有一次我给一个化工厂做保养,从排废管道里掏出来半袋子结晶物,严重影响了气流——他们居然七年没清过!检,主要是检查温度传感器的精度,很多炉子用了五年,热电偶漂移得连它妈都不认识了,控温精度完全是个笑话。校,是定期校准温控表,别一年才校一次,对于精密干燥,三个月一次是底线。
说实话,现在很多智能化干燥炉带有故障自诊断,手机就能看运行曲线,但基础维护跟不上,再智能的设备也白搭。我见过最离谱的,是操作工为了赶产量,把超温报警直接短接——那跟把安全气囊拆了开车有什么区别?还好后来没出事,但想想都后怕。
干燥炉并非高科技圣杯,但它集热工、流体、材料、控制于一体,需要尊重它的复杂性。选型时多花点钱在结构安全与温度均匀性上,使用中严格按物料特性设定工艺,维护时老老实实做好清检校,它就能给你稳稳的幸福。别等到工件报废、客户索赔、甚至安全事故发生了,才拍大腿后悔。我记得有个老前辈说过:工业设备里,干燥炉是最沉默的奉献者,你善待它,它就善待你的产品。这话我服。
最后唠叨一句:如果预算允许,尽量选带远程运维功能的型号,至少能提前预警很多故障,少交不少智商税。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:干燥炉实战手记:选型、调试与那些年我们交过的智商税
文章链接:https://www.zystgy.cn/a/53691