说实话,搞热处理这么多年,最让人窝火的不是新工艺难搞,而是炉子本身——明明仪表盘上数字稳得一批,炉温曲线画得跟教科书似的,一出来活儿就是阴阳脸。淬火件硬度差个十几HRC,渗碳层深薄厚不均,你说气人不气人?老板那边拍桌子,我这头还得陪着笑脸解释。可心里清楚:八成又是那个老毛病——温度不均匀。
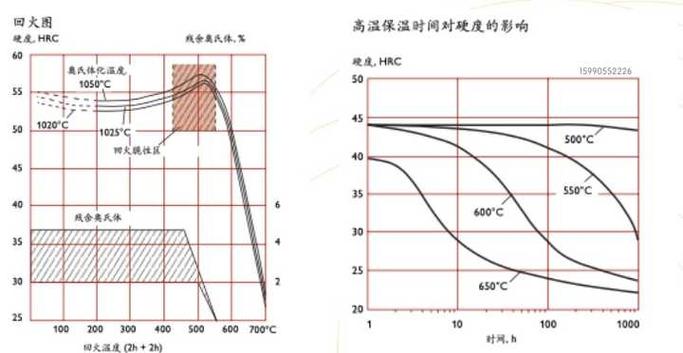
别小看这几十度的偏差。对于很多合金钢,奥氏体化温度窗口就 ±10℃,你偏了 20℃,晶粒长大、残余应力、变形全都来了。更别提真空热处理炉那种靠辐射传热的,表面热得冒烟,芯部还凉着呢,简直就是个黑箱。
炉膛里那些看不见的暗流
很多人以为炉子就是个铁箱子加上几根加热棒,通电就热。哎,要是真这么简单,就不会有那么多工程师头秃了。炉内的热场,其实是一场复杂的流体博弈。气流怎么循环?辐射角系数是多少?工件怎么码放?——每一个细节都在悄悄改写温度分布。
有一次去现场,客户抱怨大型井式炉回火后工件上下层硬度差异大。我让他们把工件架抬出来,好家伙,密密麻麻堆得跟捅了蚂蚁窝似的,气流通道全堵死。他们还在热电偶旁边特地空出一块,美其名曰“测温准”。我当时差点没绷住——这不就是糊弄仪表嘛❗
真正的祸根有几个:加热元件布局不合理,边角功率密度不够;炉衬破损或密封不良,冷空气从缝隙钻进来,直接对着工件吹;循环风机选型不当,有的炉子风机一开,反而把局部搅成湍流死区。最坑的是,有时控温热电偶的位置刚好避开了所有低温点,仪表显示完美,炉膛内早就是冰火两重天。
诊断温度场,别只靠一根偶
九点测温?太基础了。说实话,很多厂连这个都懒得做,或者做了也敷衍了事。用几根旧热电偶,往炉子里一扔,记录仪画几条线就交差。等发现问题时,废品率已经飙到让你怀疑人生。
我强烈建议,如果条件允许,上炉温跟踪仪。就是那种带多通道记录的小装置,跟着工件一起进炉,能看到工件芯部的实际升温曲线。第一次用的时候,看着数据我后背发凉——工件表面到温五分钟后,芯部还差着 80℃!怪不得渗碳层不均匀。
当然,这只是检测手段。排查要从根源入手:
- 检查加热元件,看有无局部烧毁或连接松动——别光看发红,要用钳形表测电流平衡。
- 观察炉门密封条,有些老化后像老太太的牙床,到处漏风。
- 对于有气氛的炉子,检查进气管和排气口,气流短路会让局部碳势剧烈波动。
- 工件装载方式必须规范。我见过最离谱的,是把长轴件横着扔进箱式炉,两端温度能差 50℃。
问:我们厂的热处理炉每次大修后测温合格,可运行三个月就开始偏差变大,加热元件也没坏,怎么回事?
答:大概率是炉衬吸潮或积碳。电阻炉炉衬多用陶瓷纤维或耐火砖,如果长时间停炉或气氛控制不好,会吸附水分或碳黑,导热系数变了,热场自然飘。建议停炉后缓慢烘炉,定期清理气氛管道。还有,测温热电偶的套管表面若积碳,也会响应迟钝,造成假象。
问:真空热处理炉温度均匀性跟普通气氛炉比,哪个更难控制?
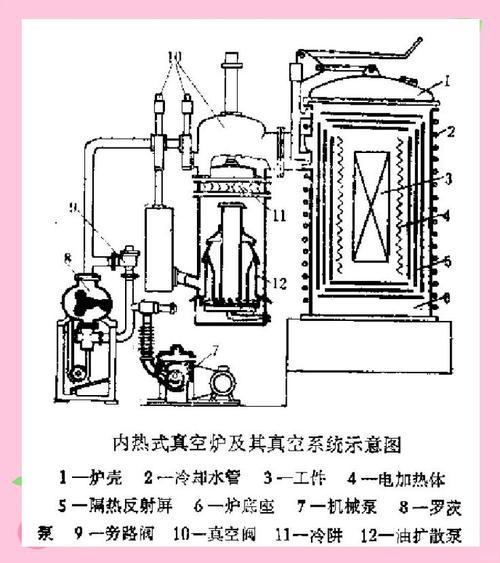
答:真空炉更难搞!因为真空中没有对流传热,全靠辐射。工件之间相互遮挡效应非常明显。比如一堆小零件,外围的几件可能过热,里面还是暗红色。所以真空炉必须特别注意装料方式和隔热屏的状态。有时候只要隔热屏上有一块污染或变形,局部辐射特性就变了,温差立马出来。我们当时用红外测温仪扫一遍炉膛,发现一块屏上粘了挥发物,高温下反光率不同,跟白癜风一样,修掉就好了。
控温仪表:别让它骗了你
仪表显示±1℃就意味着炉温真的均匀?醒醒吧,那只是控制点温度。有个经典尴尬:PID 参数整定得过于激进,加热器频繁通断,局部温度像过山车,仪表显示平滑只是因为热电偶有热惯量,把波动滤掉了。我曾经在一台网带炉上遇到过,淬火出来的小零件硬度忽高忽低,最后发现是固态继电器动作太快,加热区形成脉冲式热点,而显示仪表根本捕捉不到。
解决这类问题,要换个思路:采用多区独立控制,每区用独立的功率调节器,避免“一拖多”;定期做系统校准,不仅仅是校准仪表,还要对比在炉高温下插入标准偶验证整个链路;必要时在关键位置加装辅助热电偶,哪怕只是接个无纸记录仪观察趋势也好。
对了,还有个小窍门💡:在炉温均匀性测试时,除了常规空载,最好做一次模拟负载测试——用废料按正常生产装炉,看实际工况下的温度分布。有些问题空载根本暴露不出来。
热处理这行,炉子是灵魂。它不出事,你喝茶都能笑出声;它一闹妖,你就得半夜爬起来接电话。温度均匀性是个系统工程,从设计、安装、维护到操作,一个环节掉链子,全盘皆输。别总迷信自动化,多去炉子旁边转转,听听风机轴承有没有异响,看看加热棒颜色均匀不均匀——这些土办法,有时候比高级诊断仪还管用。