车间那股馊臭味又来了。💢 操作工捂着鼻子调机,工件表面莫名其妙出现锈斑,刀具寿命比上个月骤降30%——不用猜,切削液出问题了。说实话,我跑了不下百家机加工厂,切削液管理烂到根子里的,至少占六成。很多人觉得“加点水搅一搅就行”,结果呢?切削液发臭、切削液变质,最后整池换掉,光危废处理就花掉大几万。心疼吗?还不是自找的。
我见过最离谱的:一台CNC浸泡了两年没换过液,拉出来的切削液像黑芝麻糊,还泛着油花。操作工跟我说“习惯了”,我当场噎住——这玩意pH值都快跌破7了,腐蚀性比酸雨还猛,他倒不怕机床导轨锈蚀报废。
为什么切削液一言不合就臭掉?
别急着骂切削液质量差。先说说微生物这档子事。切削液里养着一整套生态系统:细菌、真菌、酵母菌,只要你给足养料——导轨油漏进去的杂油、工件残留的切屑、甚至工人吐的口水——它们就开趴体。繁殖速度呢?20分钟翻一倍。一夜间,好端端的水溶性切削液变成生化武器。💀

还有个坑:切削液浓度。低了,防锈抗菌全废;高了,泡沫多、刺激皮肤,还浪费原液。偏偏有些老师傅就爱凭手感兑水——“差不多就行”,结果呢?浓度计一测,0.5%……这不叫切削液,叫馊水。真的,你要是心疼工人手脱皮,就别让他们瞎掺和。
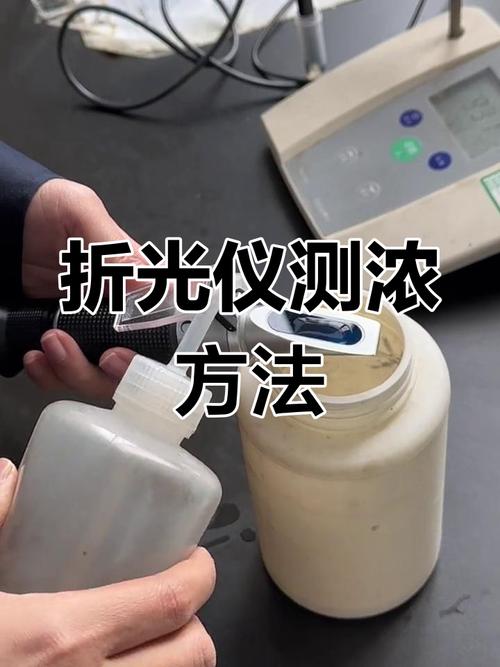
浓度管理:折光仪才是你亲爹
我常跟企业讲:买个折光仪会死吗?几十块钱的东西,非要用手指头蘸一下尝咸淡?(别笑,真有人这么干)每天开工前,在回水槽取个样,滴两滴,对光一读,浓度是不是在5%-8%之间,一目了然。🤷♂️
问:为什么我天天测浓度,切削液还是发臭?
答:因为你只测了浓度,没管杂油!杂油浮在液面上,像盖了层保鲜膜,隔绝氧气,厌氧菌疯狂繁殖。你得先把浮油撇掉,再测浓度,否则读数也是假的。另外,pH值也要盯——8.5到9.5是安全线,低于8赶紧加添加剂或新液。别等到臭了才想起撇油器,那玩意不贵,但能救你一池子液。
还有,兑水别直接拿自来水管子冲。你知道自来水含氯化物、硬度离子吗?会破坏乳液稳定性。要用去离子水,至少也得是软化水。我见过一家厂子,用了俩月纯水设备故障停机,改加自来水,三天切削液就分层了,像豆腐渣。最后连机床水箱都堵了,清理费八千块——比纯水设备贵多了。😤
延长寿命:日常维护三件事,比拜佛管用
第一,除油。别偷懒。带式撇油器或者盘式撇油器,24小时开着,就费点电。油刮不干净?检查刮片磨损没。第二,过滤。铁屑铜屑进回水箱,等于给细菌送豪宅。加个磁性过滤器,或者最简单的沉降池,定期掏一掏。第三,增氧。定时泵送循环,或者装个鼓气装置,让厌氧菌见光死。
问:切削液到底能用多久?半年换一次行不行?
答:没有标准答案。看你维护水平。管得好,两年不换照样清澈;管不好,一个月发臭我都信。关键看三个指标:浓度稳得住、pH不掉、杂油不超标。建议每周做一次细菌测试片,菌落数<10⁵ CFU/ml就安全。超过这个数,赶紧加杀菌剂,晚了只能整池报废。哦对了,杀菌剂别猛加,一天加一点,慢慢杀,不然菌尸全浮起来堵管路——全是经验教训。
还有,换液别图省事。旧液放完,用系统清洗剂洗一遍管路,死角里的菌膜不除掉,新液倒进去三天又臭。我见过最惨的:换液三天后工件全锈,一查pH值正常,愣是找不出原因,最后拆开管道,里面糊着一层黑泥,就是菌膜。这玩意儿能把防锈剂成分吃掉,不锈才怪。
说真的,切削液就是机床的血液。你让血液里流脓,还指望机床高精度?梦里啥都有。别等到刀具崩刃、工件报废、员工闹辞职,才想起来该换液了。真到那一步,成本翻十倍都不止。❗
最后一句:切削液管理,不是技术问题,是态度问题。