2026-06-22 13:24:47 作者:网编
分类:文章
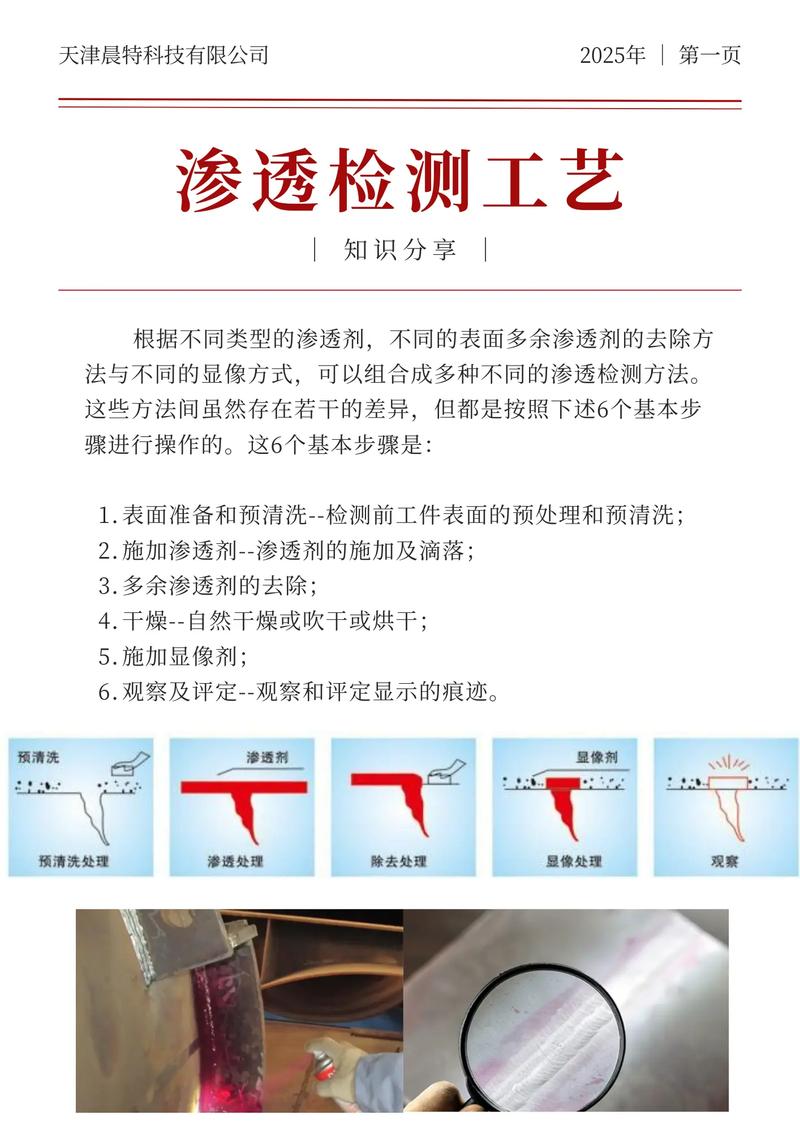
说实话,第一次接触渗透检测,我记得是零七年的一个夏天。车间里闷热得要命,师傅扔给我一罐红色的喷剂,说:“喷上去,等会儿擦掉,再喷显像剂,有红印子出来就是裂纹。” 就这么简单?对,就这么简单。但后来我知道,要把这活儿干得滴水不漏——这个比喻好像不太合适——想干得明明白白,不下点功夫是真的不行。
渗透检测的基本原理:毛细作用不是万能的
说到原理,教科书会告诉你:利用毛细作用,让渗透液渗入表面的开口缺陷,然后去除多余的渗透液,再用显像剂吸附出来,形成缺陷显示。没错,关键词就是毛细作用。但真相是,毛细作用受工件表面状态的影响大得离谱。表面有一点点油污、水渍,渗透液就渗不进去,或者根本附着不住。我见过太多新手,把工件洗得锃亮,结果渗透液涂上去像水洒在荷叶上——根本铺展不开。为什么?因为有些清洗剂残留反而会降低表面张力。所以,预清洗是关键中的关键,不是越干净越好,而是表面状态要对。
 渗透检测预清洗后的工件表面微观状态对比
而且,毛细作用还有“天花板”。太窄的缝隙,渗透液粘稠了进不去;太宽的开口,渗透液又可能被冲洗掉。所以有了灵敏度等级的选择。一般来讲,荧光渗透法比着色渗透法灵敏度高一个级别,因为紫外线下人眼更敏感。但高灵敏度意味着更多的虚假显示——这也让人头疼。
渗透检测预清洗后的工件表面微观状态对比
而且,毛细作用还有“天花板”。太窄的缝隙,渗透液粘稠了进不去;太宽的开口,渗透液又可能被冲洗掉。所以有了灵敏度等级的选择。一般来讲,荧光渗透法比着色渗透法灵敏度高一个级别,因为紫外线下人眼更敏感。但高灵敏度意味着更多的虚假显示——这也让人头疼。
方法选择:着色还是荧光?这账得细算
 方法选择:着色还是荧光?这账得细算
很多工程师拿着标准说事,但一到现场就发懵。我记得有次检查一个大型铸件,客户非要荧光渗透,说是灵敏度高。结果呢?现场没有暗室条件,紫外灯功率不够,搞得一堆人打着手电找显示,荒诞极了。后来老老实实换回着色渗透,红色显示在白背景下,一目了然。所以,方法选择不是越高大上越好,得看实际工况。
✅ 经验之谈:对于现场焊缝检测,尤其是高空或受限空间,着色渗透是首选,便携,不需要电源。对于航空零部件,灵敏度要求极高,荧光渗透+后乳化才是标准操作。
💡 有个要点容易被忽略:渗透检测对缺陷的可达性要求极高。如果缺陷开口被堵塞,比如喷丸处理后的表面,可能闭合的裂纹显示不出来。这时候需要先进行酸蚀或者打磨,让开口暴露出来。否则,你就是在做无用功。
方法选择:着色还是荧光?这账得细算
很多工程师拿着标准说事,但一到现场就发懵。我记得有次检查一个大型铸件,客户非要荧光渗透,说是灵敏度高。结果呢?现场没有暗室条件,紫外灯功率不够,搞得一堆人打着手电找显示,荒诞极了。后来老老实实换回着色渗透,红色显示在白背景下,一目了然。所以,方法选择不是越高大上越好,得看实际工况。
✅ 经验之谈:对于现场焊缝检测,尤其是高空或受限空间,着色渗透是首选,便携,不需要电源。对于航空零部件,灵敏度要求极高,荧光渗透+后乳化才是标准操作。
💡 有个要点容易被忽略:渗透检测对缺陷的可达性要求极高。如果缺陷开口被堵塞,比如喷丸处理后的表面,可能闭合的裂纹显示不出来。这时候需要先进行酸蚀或者打磨,让开口暴露出来。否则,你就是在做无用功。
显像剂:别小看那层白粉
显像剂的作用是把缺陷里的渗透液吸出来,并且提供对比背景。我曾经在一个冬季项目上栽过跟头。温度太低,显像剂喷上去成膜不均匀,像起皮一样,缺陷显示被掩盖了。后来才知道,显像剂对环境温湿度很敏感。必须严格控温,15-30℃是比较靠谱的范围。而且,喷涂距离得把握好,太近容易冲掉渗透液,太远又太薄。
问:为什么有时候显像剂干了,却看不到任何显示?
答:往往是因为渗透时间不够,或者渗透液已经干涸。渗透时间要根据工件温度、渗透液类型来定,标准上有表格,但不能死搬。温度低时适当延长渗透时间,而且要确保渗透液一直润湿。如果工件表面干燥,渗透液会失去渗透动力。另一个原因是过清洗,把缺陷里的渗透液冲掉了。水洗型渗透液最怕水压过大、水温过高。所以水洗控制是个技术活,得在昏暗光线下用黑光灯(荧光法)或白光(着色法)检查清洗效果,确保背景不过深,但也不能过洗。
 荧光渗透检测暗室操作下缺陷显示效果
问:渗透检测能检查出多大尺寸的缺陷?
答:理论上可检测微米级宽度的表面开口缺陷。但实际可检出的最小缺陷受灵敏度等级、工件表面粗糙度、操作手法影响。对于机加工表面,一般0.5微米宽度的裂纹有把握;铸件表面粗糙,可能1-2微米以上才可靠。我们更关心的是缺陷纵横比,深宽比越大越容易显示。一条紧密闭合的疲劳裂纹,可能宽度极小,但深度够,还是能显示出来。反倒是宽而浅的划痕,可能被误判。所以,评判时无关显示的识别很重要。很多人分不清真裂纹和划痕,这需要经验和显微镜验证。
有些检测人员习惯用溶剂去除型渗透液,快干,但其实毒性大,通风要跟上。我偏向使用水洗型,环保一些,但废水处理也是麻烦事。总之,没有完美的材料,只有合适的选择。
说说渗透检测的局限性:只能检测表面开口缺陷,对于内部缺陷无能为力。而且,多孔材料不能用,比如未加工的铸件毛坯,会整个红成一片。非金属材料如果会与渗透液反应也不行。这点常识要有。
在实际工作中,渗透检测常与磁粉检测互补。磁粉检测铁磁性材料表面和近表面缺陷效率高,但非铁磁材料只能用渗透。我记得有次检测铝焊缝,磁粉用不了,只能老老实实做渗透,耗时但可靠。
现在有些自动化渗透检测线,喷淋、清洗、干燥、显像、检测全部机械手操作,用在批量零件上效率极高。但传统的桶式手工操作在检修现场仍是主流。我始终觉得,检测结果好不好,操作者的责任心占一半。再好的设备,人马虎,什么缺陷都能漏掉。
渗透检测的材料也挺有讲究。渗透液有不同灵敏度等级,Ⅰ级低,Ⅱ级中,Ⅲ级高,Ⅳ级超高。显像剂有干粉、水悬浮、溶剂悬浮等。我以前在一个核电项目上,用过一种特殊配方渗透液,去除性特别好,因为不锈钢表面光滑,清洗容易,但也因为太容易去除,稍微过洗就没了。所以,工艺验证必不可少。在正式开始检测前,用已知缺陷试块做一遍测试,确认灵敏度。别嫌麻烦,这个步骤能救你一命。
✅ 切记:渗透检测不是万能胶,它只是无损检测家族里的一员。在选择检测方法时,考虑缺陷类型、材质、形状、表面状态和效率。有时候需要多种方法组合。
最后,说句掏心窝的话:干这行十年,最大的体会是,标准是死的,人得活用。渗透检测看似简单,但做到极致,需要不断琢磨细节。从清洗到观察,每一步都藏着坑。但当你看到一条微裂纹在显像剂下浮现出鲜艳的红线时,那种成就感——值了。
荧光渗透检测暗室操作下缺陷显示效果
问:渗透检测能检查出多大尺寸的缺陷?
答:理论上可检测微米级宽度的表面开口缺陷。但实际可检出的最小缺陷受灵敏度等级、工件表面粗糙度、操作手法影响。对于机加工表面,一般0.5微米宽度的裂纹有把握;铸件表面粗糙,可能1-2微米以上才可靠。我们更关心的是缺陷纵横比,深宽比越大越容易显示。一条紧密闭合的疲劳裂纹,可能宽度极小,但深度够,还是能显示出来。反倒是宽而浅的划痕,可能被误判。所以,评判时无关显示的识别很重要。很多人分不清真裂纹和划痕,这需要经验和显微镜验证。
有些检测人员习惯用溶剂去除型渗透液,快干,但其实毒性大,通风要跟上。我偏向使用水洗型,环保一些,但废水处理也是麻烦事。总之,没有完美的材料,只有合适的选择。
说说渗透检测的局限性:只能检测表面开口缺陷,对于内部缺陷无能为力。而且,多孔材料不能用,比如未加工的铸件毛坯,会整个红成一片。非金属材料如果会与渗透液反应也不行。这点常识要有。
在实际工作中,渗透检测常与磁粉检测互补。磁粉检测铁磁性材料表面和近表面缺陷效率高,但非铁磁材料只能用渗透。我记得有次检测铝焊缝,磁粉用不了,只能老老实实做渗透,耗时但可靠。
现在有些自动化渗透检测线,喷淋、清洗、干燥、显像、检测全部机械手操作,用在批量零件上效率极高。但传统的桶式手工操作在检修现场仍是主流。我始终觉得,检测结果好不好,操作者的责任心占一半。再好的设备,人马虎,什么缺陷都能漏掉。
渗透检测的材料也挺有讲究。渗透液有不同灵敏度等级,Ⅰ级低,Ⅱ级中,Ⅲ级高,Ⅳ级超高。显像剂有干粉、水悬浮、溶剂悬浮等。我以前在一个核电项目上,用过一种特殊配方渗透液,去除性特别好,因为不锈钢表面光滑,清洗容易,但也因为太容易去除,稍微过洗就没了。所以,工艺验证必不可少。在正式开始检测前,用已知缺陷试块做一遍测试,确认灵敏度。别嫌麻烦,这个步骤能救你一命。
✅ 切记:渗透检测不是万能胶,它只是无损检测家族里的一员。在选择检测方法时,考虑缺陷类型、材质、形状、表面状态和效率。有时候需要多种方法组合。
最后,说句掏心窝的话:干这行十年,最大的体会是,标准是死的,人得活用。渗透检测看似简单,但做到极致,需要不断琢磨细节。从清洗到观察,每一步都藏着坑。但当你看到一条微裂纹在显像剂下浮现出鲜艳的红线时,那种成就感——值了。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:渗透检测:那些课本不会告诉你的实操真相
文章链接:https://www.zystgy.cn/a/53649