不过话说回来,这种场景我见得太多。滚珠丝杠这玩意儿,说它金贵吧,铸造车间那些机床照样能用十年八年;说它抗造吧,装配不当、油品用错,三个月就能报废。很多人觉得不就是一根螺杆配个螺母,有啥难的?——还真不是。
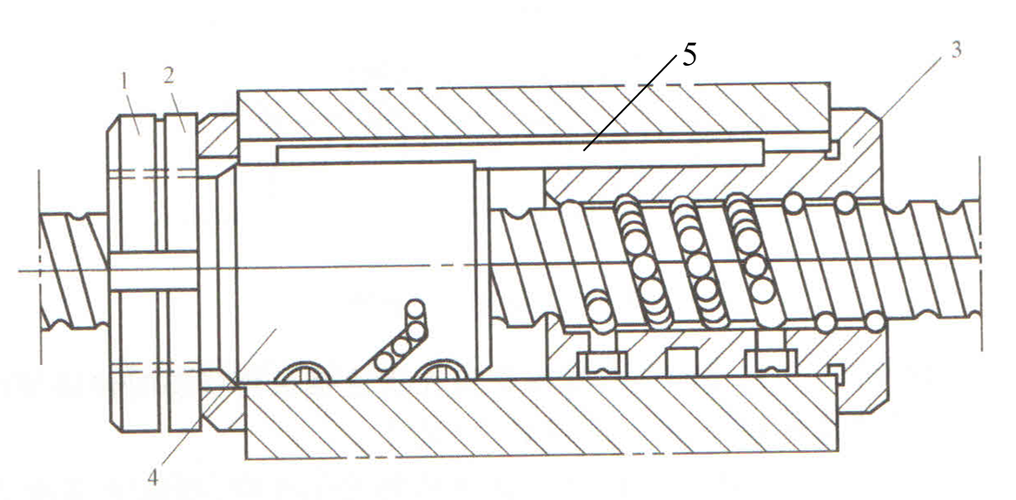
滚珠丝杠的精髓,在于那个“珠”字。它把原本滑动摩擦的梯形螺纹,变成了滚动摩擦的循环珠链,摩擦力矩能降到传统丝杠的1/3以下。这让它成为数控机床、半导体设备、医疗仪器的传动核心。但成也滚珠,败也滚珠:珠子一旦出问题,整个轴就废了。
选型时最容易被忽视的细节
我见过太多选型只看公称直径和导程的。打开样本,参数多了去了:动额定负荷、静额定负荷、刚性、轴向间隙……但说实话,最致命的坑往往在几个冷门参数上。
预压——这是个双刃剑。预压是通过加大滚珠直径或使用双螺母,强制让滚珠与轨道产生微量过盈,以此消除间隙、提高刚性。但预压过大会把滚珠和滚道活生生压出塑性变形。有次调试一台测量仪,客户非要C3级精度还加个8%的预压,结果丝杠空转扭矩大得像锈死了,电机直呼带不动。后来把预压降到3%,精度反而稳了。❗记住,预压值一般取动额定负荷的1%~5%,轻载精密设备甚至0.5%就够。
精度等级的误解也常见。C7、C5、C3,不只是数字越小越贵那么简单。C7用于普通开环定位,重复定位精度正负0.05mm;C5到正负0.018mm;C3以下必须配光栅尺闭环,否则就是浪费钱。曾有个哥们儿,做自动焊机,非要上C3级丝杠,说不差钱。结果机床本身振动那么大,热变形都超过丝杠精度误差好几倍了,纯粹图个心理安慰。
再就是导程与电机匹配。大导程能提速,但扭矩需求也上去了。有次技改,把旧机床的10mm导程换成20mm,伺服电机没换,结果高速定位直接报过载。后来不得不降速使用,等于没改。
✅ 问:都说预压能消除间隙,但预压过大有什么后果?
答:最直接的就是急剧磨损。滚珠和滚道接触应力超出弹性极限,没用多久轨道表面就起皮、剥落。而且摩擦力大增,系统发热厉害,发热又导致膨胀,预压更大,恶性循环。严重的还会烧电机。所以预压不是越大越好,必须按负荷精度要求查样本曲线。
安装与维护中的血泪教训
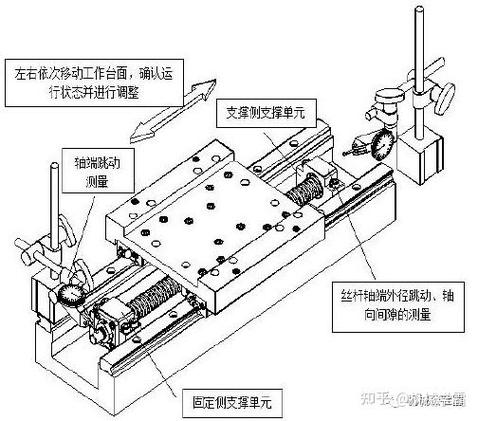
丝杠到手,安装才是大考。我见过一装配工,把丝杠轴承座和螺母座的安装面铲刮得坑坑洼洼,然后怪丝杠精度不行。兄弟,安装面的平行度、同轴度差错0.02mm,丝杠装上就会受径向力,滚珠左右受力不均,用不了多久就起波浪形磨损。
还有个误区:很多人觉得滚珠丝杠不用怎么润滑,因为滚动嘛。简直错得离谱。滚动体与滚道之间其实是点接触,油膜一旦破裂,金属直接撞击,立刻就产生微观点蚀。正确做法:脂润滑每运行一定周期就要补充或更换,油润滑要监往油品清洁度。我们那儿有台线轨龙门铣,用了劣质锂基脂,结果稠化剂堵死了循环器,珠子不转了,滑成平磨,丝杠报废。
防尘也至关重要。哪怕肉眼看不见的微小切屑,进了螺母循环通道就是研磨膏。有个做石墨加工的客户,丝杠老趴窝,我让他换双唇迷宫密封加纤维防尘封,立刻解决问题。他说:“早知这么简单,白花了多少维修费!”
💡 问:为什么有的丝杠运行一段时间后出现爬行现象?
答:爬行,十有八九是阻力不均匀。原因可能是润滑不足导致的局部干摩,或是预压片卡入异物,也有可能是反向器错位。先检查润滑状态,然后手盘丝杠,感觉扭矩变化——如果某一段特别紧,可能丝杠弯曲或螺母内部有损伤。用振动分析仪也能抓早期异常,但最简单的是定期清理、及时换油。
那些救过场的极限维修
有时候丝杠不必整套换。有一回进口机床的滚珠丝杠坏了一根珠链,原厂报价八万,交期三个月。我们拆开螺母,测量滚珠直径,买了高等级氮化硅陶瓷珠替换整组,再重新配预压。花了不到两千,精度恢复到八成,撑了两年直到新丝杠到货。当然,这需要经验,乱来可能直接干死螺母。
还有次现场断丝杠——轴承锁紧螺母松脱,丝杠轴向窜动,导致应力集中断裂。事后总结:定期检查锁紧扭矩,划好防松标记,比啥自动检测都靠谱。
说到底,滚珠丝杠选对了是利器,选错了、用坏了就成了吞金兽。它不看你设备多贵,只看你懂不懂它那套滚动摩擦的脾气。