选材那点破事,别再只盯着碳钢了
选材料,是压力容器的第一个坎。说实话,不少设计人员到现在还抱着碳钢不放——便宜啊,对吧?可一旦介质有点腐蚀性,比如氯离子、湿硫化氢,碳钢分分钟给你裂开。后果?不是检修就是报废。❗ 举个例子,某化工厂的一台储罐,介质含微量盐酸,设计人员图省事用了Q345R,结果用了不到两年,筒体局部减薄量超过一半。补焊?没用,裂纹从焊缝热影响区往外延伸。最后整台报废,直接损失上百万元。💡教训:材料选择必须基于介质特性、设计温度和操作工况,绝不仅仅是算一下许用应力就完事。不锈钢也有很多种,304、316L、双相钢,耐点蚀当量(PREN)要计算,别迷信“不锈钢就不锈”这种老观念。有时候,非金属衬里、复合材料也是好选择——虽然贵点,但长期来看,值。
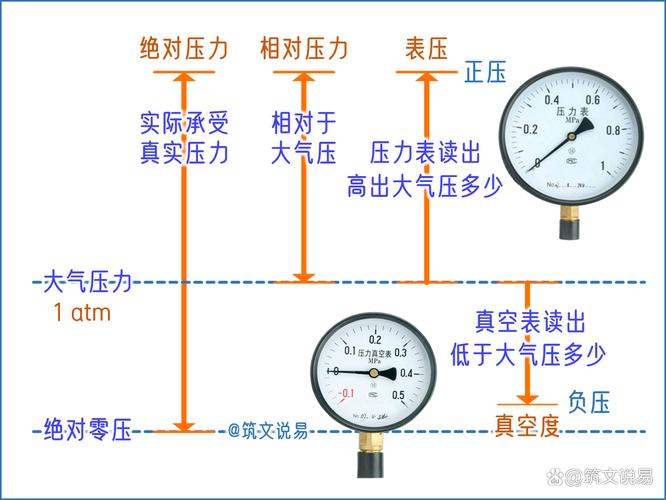
QA环节:设计压力定多少?
焊接和无损检测,豆腐渣工程的源头
说到焊接,我血压就上来了。😡 很多制造厂为了赶工期,焊评走过场,焊工无证上岗,或者有证但根本不按工艺卡操作。焊接电流、电压、层间温度控制?全靠感觉。一条焊缝,外观成型马马虎虎,内部缺陷一大堆。气孔、夹渣、未熔合、裂纹——这些在射线底片上一目了然,可偏偏有人想糊弄。还有无损检测,RT、UT、MT、PT,每种方法适用性不同,不是拍几张片子就了事。厚壁环缝,TOFD比RT灵敏;表面裂纹,MT比PT可靠。但有些企业,连表面检测都省了,说“我不做,所以没问题”?简直是拿人命开玩笑。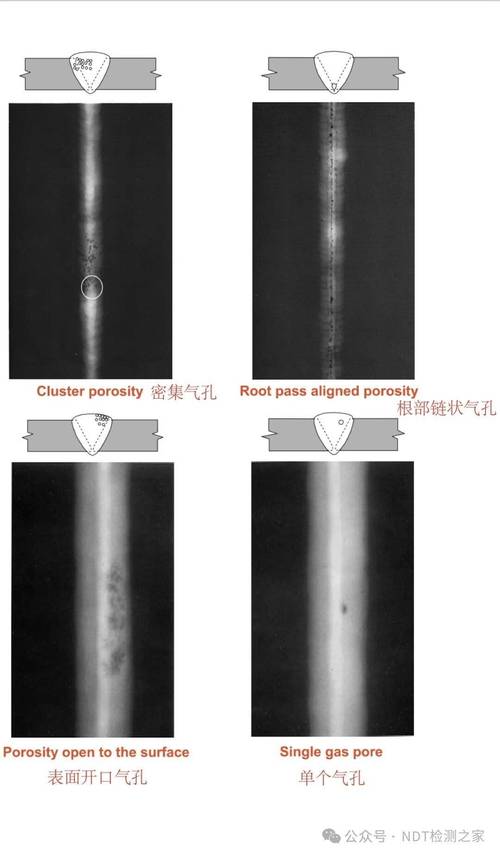
定期检验,别等出了事才想起
压力容器不是“装上去就忘”的设备。TSG 21-2016《固定式压力容器安全技术监察规程》明文规定,定期检验,不可或缺。年检(在线检查)和全面检验(停机检验),周期不同。但一些工厂,为了不停产,拖了又拖,甚至伪造检验报告。一旦出事,法人坐牢是轻的。我见过一台20年的老设备,安全阀锈死,爆破片过期,压力表指针回不去零位——居然还在用。操作工每天巡检,视而不见。直到有一天,超压爆炸,厂房塌了一半。😨 年度检查至少包括外观、安全附件、保温层完好性,全面检验要测厚、无损检测、强度校核。腐蚀比较厉害的,缩短检验周期。另外,移动式压力容器(汽车罐车、铁路罐车)检验更严,充装介质、紧急切断阀功能都要查。千万别有侥幸心理,法规是血的教训换来的。
小改动,大灾难——私自改造的后果