从业十五年,实话讲,换热器这玩意儿——看着简单,其实门道多到离谱。前几天去现场,新来的工程师抱着一堆技术手册猛翻,我说你翻啥呢,他一脸懵:明明参数算好了,怎么现场效率就差那么多?我笑了。又是被教科书坑了的一位。

选型这个事吧,真不是按表操课。就好比你买鞋,尺码对就能舒服?材质、脚型、走路习惯,哪个不影响。技术手册上那些对数平均温差、传热系数,都是实验室理想数据,一到现场——得咧,啥幺蛾子都能让你碰上。❗
选型时不注意这些,迟早要交学费
最典型的坑:污垢热阻 取值不当。很多新手直接照搬标准值,0.0002、0.0004 m²·K/W 往上套。但你知道实际工况有多脏吗?循环水那水质,三个月不清洗,给你糊一层生物粘泥,实测值暴涨到 0.001 以上。我见过最狠的一次,换热面积直接要加 40%!结果那台 管壳式换热器 投用半年就严重欠负荷。拆开看——都快堵实了。💡 所以别偷懒,取样做水质分析,或者至少打电话问问操作工,他们比谁都清楚换热的真实表现。
问:是不是只要留够设计裕量就万事大吉?
答:天真。过度设计同样致命。裕量太大,流速降得厉害,某些位置直接变成沉积死区,结垢 速度反而飙升。我做过一个项目,用 板式换热器 给切削液降温,甲方怕不够非要放 30% 裕量,结果板间流速低于 0.3 m/s,没俩月就堵了,最后还不是割肉改小。所以,精细化选型才是正解,靠堆面积解决不了本质问题。
还有材质!温度介质表都背熟了吧?但实际介质总有点惊喜。酸洗钝化不彻底、微量氯离子超标、应力腐蚀开裂……我印象特深,有次给化工厂选 不锈钢换热器,工艺包里写 40℃ 热水,结果他们临时改工艺,蒸汽侧温度飙到 140℃,还带氯化物。幸好我当时坚持用了 2205 双相钢,不然早穿孔了。这行干久了,凡事留个心眼——甲方给出的参数,信七分,验证三分。
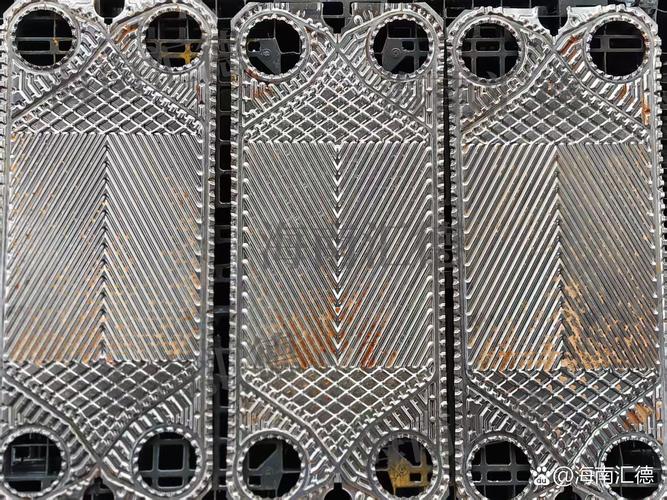
板式 vs 管壳,不是谁好谁坏的问题
很多人喜欢站队,一说高效就推 板式换热器,一说耐压就提 管壳式。其实各有各的活法。板式的确紧凑,K 值动不动就 5000、6000,是管壳的两三倍。但你要是介质纤维多,或者带颗粒——哼,分分钟堵死你。拆板清洗?理论上方便,实际上几十片大板拆装,体力活,螺栓扭矩还不敢乱来。✅ 我更喜欢把它用在洁净介质、小温差、需要频繁清洗的场合。
管壳呢,笨重,占地大,买铜管还得看铜价脸色。但它的容错率高啊,耐操。关键还容易修,单根管子漏了堵死就行。可 设计复杂 到一个境界:折流板间距、管子排列方式、管程壳程分程……稍微调一下,壳程流速就变,振动、冲蚀跟着来。我见过一台 F 型的换热器因为折流板缺失,管子被晃得跟八级大风里的晾衣杆似的,半年漏了三次。
问:那 可拆式板式换热器 垫片老化总是漏,有治本的办法吗?
答:有啊,换全焊式或钎焊式,一劳永逸。但代价是失去机械清洗的便利。这是个取舍问题。如果你介质干净,钎焊板换是最好的选择,又轻又紧,换热系数还稳。不过一旦堵了,就只能化学清洗,对不合适的介质反而麻烦。所以没有绝对,看你怎么权衡。
维护里的玄学:别等漏了再哭
日常运行,温差和压力降 是信号灯。突然增大的温差,多半是结垢了;压降猛涨,可能是堵塞。但有更隐蔽的——内部旁路。多程管壳式,分程隔板泄漏会造成流体短路,换热效率断崖式下跌,但外部看不出来。我习惯定期用红外热成像扫一遍,局部温度异常马上揪出来。这种感知,真的要靠现场泡出来。
清洗也是学问。机械清洗不彻底,化学清洗又怕伤材质。钛材怕氢氟酸,铝材怕碱,聚丙烯管更娇气。有次我给食品厂做清洗方案,他们用柠檬酸洗不锈钢板换,温度高了一点点,钝化膜受损,后来点蚀一片。唉,细节是魔鬼。💡 建议清洗前做挂片实验,别嫌麻烦。
说到这,多少有点激动——这行发展太快,各种 微通道换热器、螺旋折流板、扭曲管,名字花哨。但核心还是那回事:把热量搞明白,把介质脾气摸透。机器不会骗人,你糊弄它,它就糊弄你。
最后还是想吐槽一句:别再迷信“最佳方案”了。每个项目的 换热器 都该是定制的,从工况、水质、运维习惯,甚至操作工的心情(好吧,这条是玩笑)出发,才选得出合适的东西。不然?等着半夜接电话吧——现场又漏了。