2026-06-20 10:58:41 作者:网编
分类:文章
开机床二十年了,水刀这玩意儿我摸过不下十台。有人说它无所不能——切钢板像切豆腐,陶瓷、玻璃、复合材料,什么都能招呼。说实话,我第一次听也这么想。但用久了才发现,没那么神。它有脾气,有局限,甚至有时候让人想骂娘。
高压水束是核心,但原理说白了就四个字:以柔克刚。水加压到4000 bar——什么概念?比深海压力还恐怖——从宝石喷嘴射出去,速度都快赶上子弹了。纯水就能切软材料,海绵、橡胶、食品,切口干净得不像话。要是加上石榴砂磨料,那才是真正“啃”得动金属、石材、玻璃的硬茬子。
 工业水刀切割高压泵系统
不过话说回来,这高压泵的维护,真够让人喝一壶的。密封圈动不动就漏,换一次成本不低。而且泵运转起来噪音大得,车间里面对面说话都得喊。我经常跟徒弟吐槽:这机器干活是利索,伺候它可比伺候老车床费劲多了。
工业水刀切割高压泵系统
不过话说回来,这高压泵的维护,真够让人喝一壶的。密封圈动不动就漏,换一次成本不低。而且泵运转起来噪音大得,车间里面对面说话都得喊。我经常跟徒弟吐槽:这机器干活是利索,伺候它可比伺候老车床费劲多了。
水刀切割的“隐形优势”:为什么我越来越喜欢它
冷切割,这是水刀最大的牌面。没有热影响区,材料切完不变形、不淬硬、不氧化。激光切完的不锈钢边常有毛刺,水刀出来的边光滑得可以直接用——要是参数调得好。有一回切钛合金,客户要求严,怕热损伤,我拿水刀一试,效果出乎意料,那一刻真有点小骄傲。✅
精度呢?±0.1mm以内是常态,慢走丝级别的活儿它也能干,但速度就慢了。切割速度这事儿很玄学,我遇到太多新手抱怨效率低,其实是不懂搭配。厚板肯定慢,100mm的不锈钢你指望它跟切纸一样快,那不是做梦吗?薄板堆叠切,效率翻倍,这是技巧。
环保方面也挺加分。没粉尘、没有毒气体,废水处理当然得跟上,但比等离子、火焰切割干净太多。有一回环保检查,隔壁车间等离子冒烟被罚,我这儿水刀照常干,心里暗爽。💡
说到这儿,肯定有人问成本。
问:水刀切割的成本高吗?具体哪些费用?
答:高,但得看你怎么算。运行成本最大头是 砂和易损件。石榴砂一吨几千块,用量不小;高压密封组件、砂管、宝石喷嘴,都是消耗品。管切割速度的砂管,寿命也就几十到几百小时,换一根好几百。还有电费,高压泵功率大,可劲儿吃电。不过我算过,有些活儿综合成本比激光低,尤其有色金属、反射材料,激光搞不定的,水刀反而轻松。要是批量大,摊下来还行。所以别光看单件成本,要看适用性和废品率。
选水刀切割机,这几个坑别踩
买设备最怕被销售忽悠。参数表写得天花乱坠,实际一用就露馅。第一个坑:最大压力虚标。有些小厂标4200 bar,实际稳定输出的压力连3800都困难。压力不稳,切口质量就很抽风。一定要实测压力波动曲线。
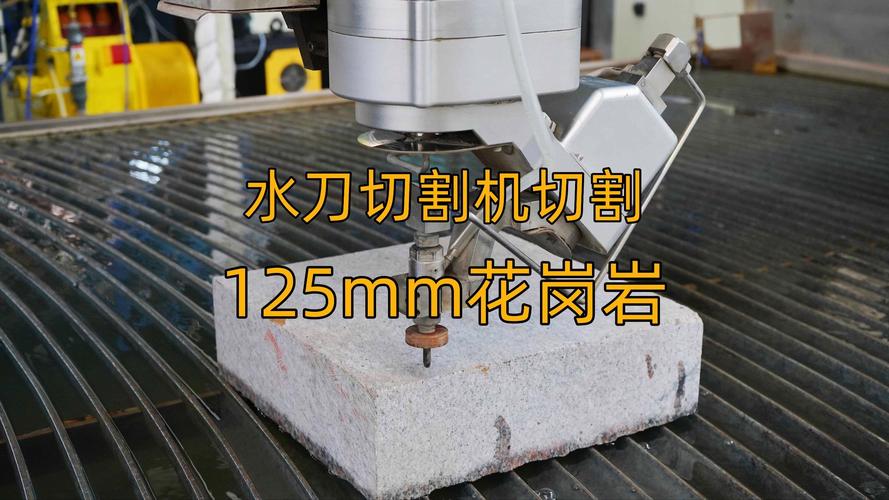 水刀切割机切割石材实验
第二个坑:控制系统。编程好不好用直接影响效率,国产系统这几年进步大,但有些仿版简直反人类。我试过一台,圆弧插补粗糙,切个圆居然有多边形痕迹,直接退货了。建议买之前拿自己的图样去试切,别信演示件。
第三个坑:售后和维护便利性。高压部分容易出小毛病,如果厂家技术员要三天才到,生产线就瘫了。我习惯自己囤备件,逼着徒弟学维修,毕竟靠人不如靠己。
还有个小细节:砂管对中。这玩意儿偏一点,切割速度陡降,砂还浪费。每次换管都得重新校准,烦得要死。但看到切口质量那一刻,又觉得值了。
问:水刀切割陶瓷或玻璃会崩边吗?
答:崩边是新手噩梦。理论上水刀的柔性能避免碎裂,但实际呢?如果射流冲击力没控制好,尖端压力大,照样崩。特别是薄玻璃,或者打孔时。诀窍是 低压穿孔、匀速进给,选用细砂,有时还得加支撑板。厚陶瓷反而好切,切面有点磨砂质感。我切过最薄的玻璃是0.3mm,成功过也失败过,全看手感。所以别听销售说“绝不会崩”,那是吹牛。❗
水刀切割机切割石材实验
第二个坑:控制系统。编程好不好用直接影响效率,国产系统这几年进步大,但有些仿版简直反人类。我试过一台,圆弧插补粗糙,切个圆居然有多边形痕迹,直接退货了。建议买之前拿自己的图样去试切,别信演示件。
第三个坑:售后和维护便利性。高压部分容易出小毛病,如果厂家技术员要三天才到,生产线就瘫了。我习惯自己囤备件,逼着徒弟学维修,毕竟靠人不如靠己。
还有个小细节:砂管对中。这玩意儿偏一点,切割速度陡降,砂还浪费。每次换管都得重新校准,烦得要死。但看到切口质量那一刻,又觉得值了。
问:水刀切割陶瓷或玻璃会崩边吗?
答:崩边是新手噩梦。理论上水刀的柔性能避免碎裂,但实际呢?如果射流冲击力没控制好,尖端压力大,照样崩。特别是薄玻璃,或者打孔时。诀窍是 低压穿孔、匀速进给,选用细砂,有时还得加支撑板。厚陶瓷反而好切,切面有点磨砂质感。我切过最薄的玻璃是0.3mm,成功过也失败过,全看手感。所以别听销售说“绝不会崩”,那是吹牛。❗
水刀切割的未来,我的一点感慨
 水刀切割的未来,我的一点感慨
这行发展太快。五轴水刀能切斜面、倒角,一次成型,省掉二次加工。机器人应用越来越多,自动上下料,关灯生产不是梦。还有动态水刀,切割头实时偏摆,补偿滞后和锥度,提高精度。说实话,我看着这些新技术,有时觉得自己快跟不上了。
但水刀永远替代不了人的经验。材料千奇百怪,参数调试、应急处理,还得靠老师傅。有一次切一种新型复合材料,参数怎么都不对,后来发现是夹层结构吸震,加了背板才解决。这种意外,机器不会告诉你。
水刀切割不是万能的,选不选它,关键看活儿。如果是热敏感材料、对切缝质量要求极高、不愿意后处理的工况,它可能是最优解。要是追求绝对效率、成本极敏感、材料常规,激光或冲压更划算。别盲目跟风,也别低估它的潜力。我常跟同行聊:“设备是死的,用活它才是本事。” 水刀这匹烈马,驯好了,它就是你的千里马。
水刀切割的未来,我的一点感慨
这行发展太快。五轴水刀能切斜面、倒角,一次成型,省掉二次加工。机器人应用越来越多,自动上下料,关灯生产不是梦。还有动态水刀,切割头实时偏摆,补偿滞后和锥度,提高精度。说实话,我看着这些新技术,有时觉得自己快跟不上了。
但水刀永远替代不了人的经验。材料千奇百怪,参数调试、应急处理,还得靠老师傅。有一次切一种新型复合材料,参数怎么都不对,后来发现是夹层结构吸震,加了背板才解决。这种意外,机器不会告诉你。
水刀切割不是万能的,选不选它,关键看活儿。如果是热敏感材料、对切缝质量要求极高、不愿意后处理的工况,它可能是最优解。要是追求绝对效率、成本极敏感、材料常规,激光或冲压更划算。别盲目跟风,也别低估它的潜力。我常跟同行聊:“设备是死的,用活它才是本事。” 水刀这匹烈马,驯好了,它就是你的千里马。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:水刀切割真的万能吗?一位老机械师的真实体验
文章链接:https://www.zystgy.cn/a/53481