先泼盆冷水:市面上80%的雷蒙磨操作手册都是摆设。真的,照着说明书调机,产量能跑满算我输。这行当,得信经验、信手感,唯独别信厂家的理想曲线。
一、你买的到底是个什么鬼?
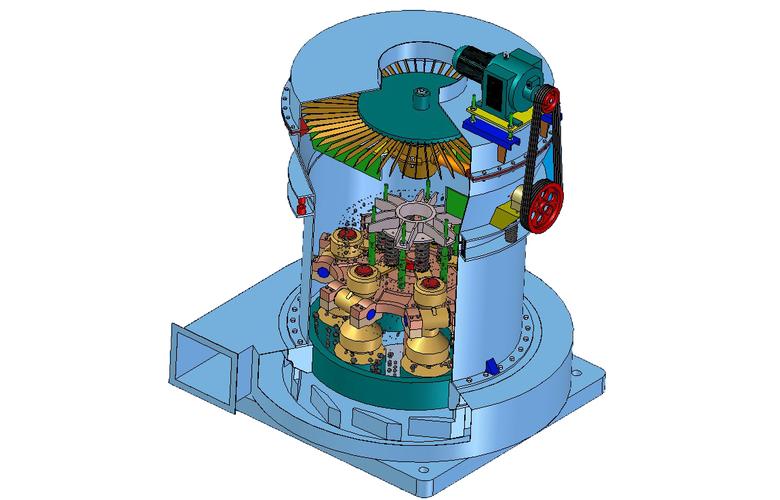
很多人用了三年,连“雷蒙磨”全称都叫不上来。其实就是摆式磨粉机,核心部件就三样:磨辊、磨环、分析机。物料在磨辊和磨环之间被碾碎,然后被风机吹起的细粉经过分析机筛选,粗的落回去接着磨。就这么简单?对。但这里头弯弯绕绕多着呢。记得有一次去山东调试一台设备,厂家把分析机叶片角度调错了5度,结果细度卡在120目死活上不去。车间主任急得跳脚,我拿扳手拧了半圈,十分钟搞定。他看着我像看魔术师——其实这原理,初中物理就能解释。
二、选型不看这三点,等着后悔
选雷蒙磨,不是功率越大越好。我见过太多老板被销售忽悠,买个5R的大机器回去磨滑石粉,电费比利润都高。选型核心看:- 物料硬度:莫氏硬度7以上的,比如石英石,老实上强化型磨辊,普通高锰钢的三个月就得换,哭都来不及。
- 成品细度要求:如果日常要出325目以上,分析机必须带变频调速,老式手轮调节的累死人不偿命,且细度波动大。
- 产量预期:5R比4R理论产量高30%,但能耗高50%!算过这笔账吗?别光听销售画饼。

三、安装调试的猫腻
雷蒙磨安装,地基水平度是关键。别以为这是老生常谈,我见过地基差5毫米的,机器振动大得像地震,三个月轴承报废。怎么测?激光水平仪打一圈,四个地脚螺栓位置高低差必须小于2毫米。做不到?灌浆料重新找平,别心疼那几百块钱。调试更讲究。第一次开机,磨辊离磨环至少保留3毫米间隙,外行才直接压死。空转半小时,听声音:有规律的“嗒嗒”声正常,突然“咯噔”一下得马上停机查异物。然后逐渐给料,从少到多,同时调整风机阀门——这一步全靠耳朵和手。风量太大,粗粉都吹出去了,细度不够;风量太小,磨腔内堵料,电流飙升。
总结一句:装磨别心急,一急就出事。磨辊总成的装配,得用扭矩扳手,按对角线顺序分三次拧紧,力矩值记在小本上。下次检修能省一半时间。
四、血泪换来的答疑
问:雷蒙磨出来的粉里有黑点,怎么破?答:三个可能。一是磨辊油封漏油,赶紧换骨架油封,别图便宜。二是给料里有铁屑,加个磁选机。最关键也最容易被忽略的——磨辊磨环磨损到后期,表面剥落,剥落的金属碎屑碾进粉里。换辊换环吧,别死扛,到时候污染整批料,赔得更多。
问:产量突然掉一半,电流也低,哪的问题?
答:先看锁粉器漏不漏气。一个密封垫圈老化,就能让细粉回收效率暴跌。其次查分级叶片,如果粘附了湿料,转速上去了但筛分面积变小,等于白转。清理一下叶片,也许就能恢复。再不行,测一下风机转速,皮带打滑的话,风量会上不去,什么都白搭。
帮人调试机器这么多年,最无语的是那种“不坏不修”的老板。定期保养不是花钱,是省钱!一个磨辊轴承几百块,等它卡死磨坏了辊芯,换一套好几千。哪头合算?
五、日常维护的骚操作
我自己的习惯:每周给主机轴承加一次黄油,听着“滋滋”声打进去,直到旧油从排气孔挤出来。每次停机必清甩盘里的积料,特别是磨含纤维的物料时,不清的话三天就能结成硬块。还有,每个月检查一次分析机传动皮带的张力,手指按下去10毫米左右就刚好。还有一个偏方:磨陶瓷原料前,先过一遍除铁,能大大延长辊环寿命。不信试试,没用回来骂我。
写到最后,发现跑题了。本来想写选购指南,结果扯了一堆维护。算了,反正能帮一个人是一个人。这行当水不深,但坑多,多学点不吃亏。