第一次被磨粉机坑惨了,那感觉就像吃了一口苍蝇
说起来这事儿就冒火。去年给一家制药厂做产线升级,需要把一种中药材磨到300目以上,考虑到环保和防爆要求,我们选了某品牌的防爆型气流磨。结果呢?整整三个月,细度就没稳定过。一会儿合格率80%,一会儿掉到50%,把品控主管急得嘴上起泡。最后发现,问题出在分级轮的密封上——一个O型圈的事儿,困住了上百万的设备。 所以啊,干咱们这行,选型的时候多花半天,能省后面半年的麻烦。选型不是看参数表就能决定的,那玩意儿跟方便面的包装一样,图片印得再诱人,泡出来永远是另一个样子。
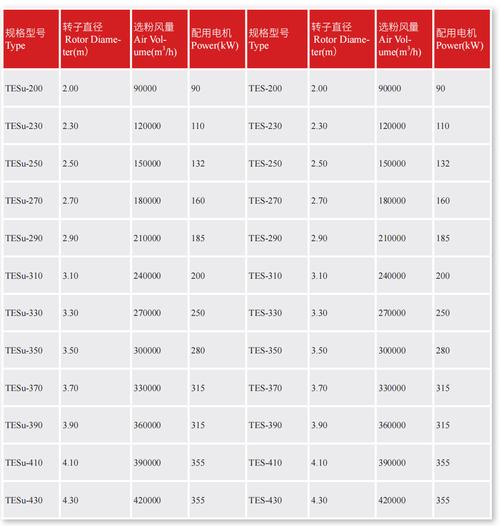
磨粉机到底怎么选?参数要看,但更要看物料和工况
细度不稳定?别光调磨机,去看看分级机在干嘛
磨粉线最怕的就是细度忽高忽低,比连续稳定在低细度还恼人。因为这直接关系到后段反应或成型质量。碰到这种情况,操作工习惯去调给料速度,或者动动主磨的间隙,但这些往往是头痛医头。 有一次我蹲在一个碳酸钙生产线旁边三天,发现细度波动跟分级机电流有直接关系。后来拆开分级机一看,叶片上结了一层硬硬的钙垢,动平衡早没了。清洗干净再装上,瞬间细度曲线拉平。所以,遇到细度问题,请先检查分级系统——分级轮是否磨损、密封压差是否正常、二次风比例是否恰当。别一上来就怀疑磨机。💡
谈磨粉不谈收尘,简直耍流氓