化学镀到底在“镀”什么?
做过电镀的老师傅都懂,电流分布是个永远的痛。尖角效应、深凹区漏镀……一想起这些我就头皮发麻。可化学镀偏偏反着来——它就靠溶液里的还原剂,硬是把金属离子“逼”到工件表面析出。没有外接电源,没有阴阳极,工件一丢进去,整个表面自己就开始均匀生长镀层。❗ 注意,是 整个表面,哪怕内孔、盲槽,只要溶液能碰到,它就能镀上。第一次见到镀覆完成的细长管内壁光亮如镜时,我张着嘴愣了半天。 原理不复杂:次磷酸钠(或者硼氢化钠之类)在水里释放电子,金属离子抢到电子就变成金属原子。但想让这反应乖乖只在工件表面发生,得靠催化剂。✅ 工件本身得是催化活性材料,或者先做敏化、活化。否则……溶液自己就“发疯”式分解,满槽子黑渣,那场景谁见谁哭。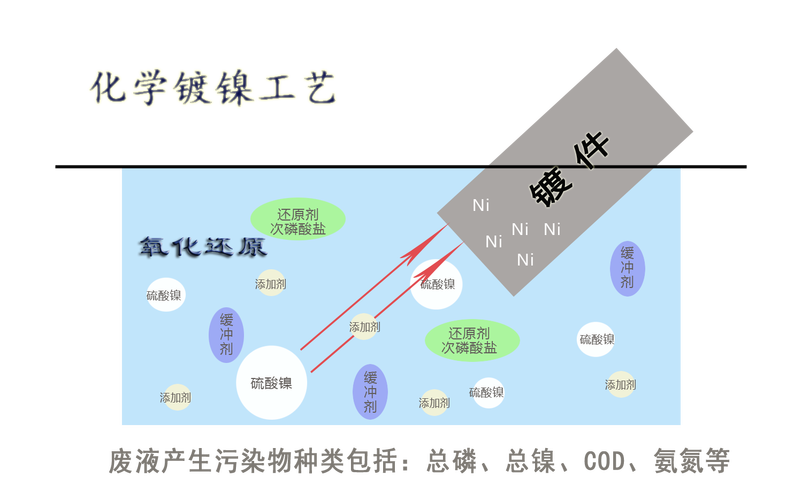
均匀性真有那么神?——说说我的翻车史
灵魂质问:化学镀和电镀,到底怎么选?

工业里的“隐形冠军”
化学镀镍在汽车燃油喷射系统里几乎垄断。高压泵柱塞,耐腐蚀、耐磨、尺寸修复,全靠那层镍磷合金。✈️ 航空更夸张——起落架轴颈,镀上80微米的高磷镍,盐雾6000小时起,还自带润滑。电子行业用化学镀金保证接触可靠性,化学镀铜是PCB孔金属化的根基。这些地方,电镀真做不到。