选型选不对,等于白费
维护不当?等着报废吧
切削液变质发臭,这简直是车间噩梦。夏天一到,乳化液上面漂一层白霉,味道像臭鸡蛋跟死老鼠的混合体——呕,我现在想起来都反胃。很多操作工图省事,切削液少了就加水,浓度越来越低,细菌开心得开派对。 浓度管理是第一条铁律。我手里常备一支折光仪,三天必测一次,低于推荐值立马补原液。别等臭味来了才想起杀菌剂,那玩意儿加多了伤皮肤,还影响防锈。另外,撇浮油这事,真不能偷懒。导轨油、液压油漏进去,把切削液表面封住,厌氧菌在下面狂欢,你不臭谁臭?我设计过一个最简单的办法:用饮料瓶做个简易撇油器,每周捞两次,效果拔群。 问:切削液不小心沾到皮肤,红肿发痒怎么办? 答:立刻用大量清水冲洗!别用溶剂擦,越擦越糟。我手底下有个学徒,嫌洗手麻烦,拿煤油洗手臂上的切削液,结果过敏到整条胳膊脱皮。切削液里某些杀菌剂、碱性成分对皮肤有刺激,戴手套、抹隔离霜是基本防护。如果已经红肿,冷敷,涂点氧化锌软膏,严重必须看医生。另外,留意一下切削液的pH值,超过9.5就容易烧手,该换液了。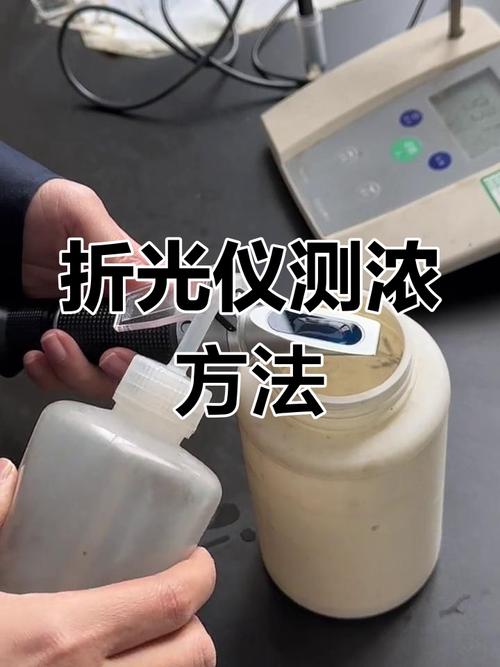
省钱?省到最后全是眼泪