
干冰清洗到底是不是“万能”的?
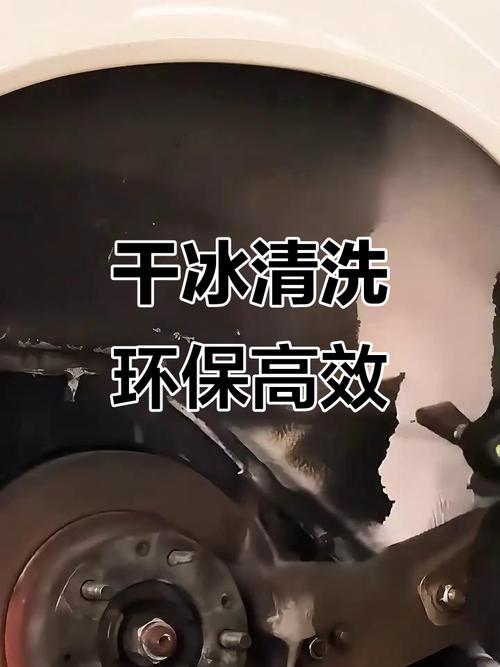
我踩过的坑,你们别踩
去年给一个客户做干冰清洗方案,他们清洗的是热流道系统。一开始效果拔群,但三天后流道又堵了。排查下来,原来是清洗后没做防锈,残留的冷凝水导致微锈,把流道又糊上了。气得我骂自己粗心——干冰清洗后工件温度极低,会结露,尤其是湿度大的车间。所以清洗完必须马上吹干,或者涂防锈油。这点很多新手会忽略!💡 还有一个坑:噪音。干冰清洗机那个喷枪声音巨大,像战斗机起飞。我后来强制操作工戴耳罩,车间也加了隔音帘。所以说,用是好用,但配套措施跟不上,就是自己找麻烦。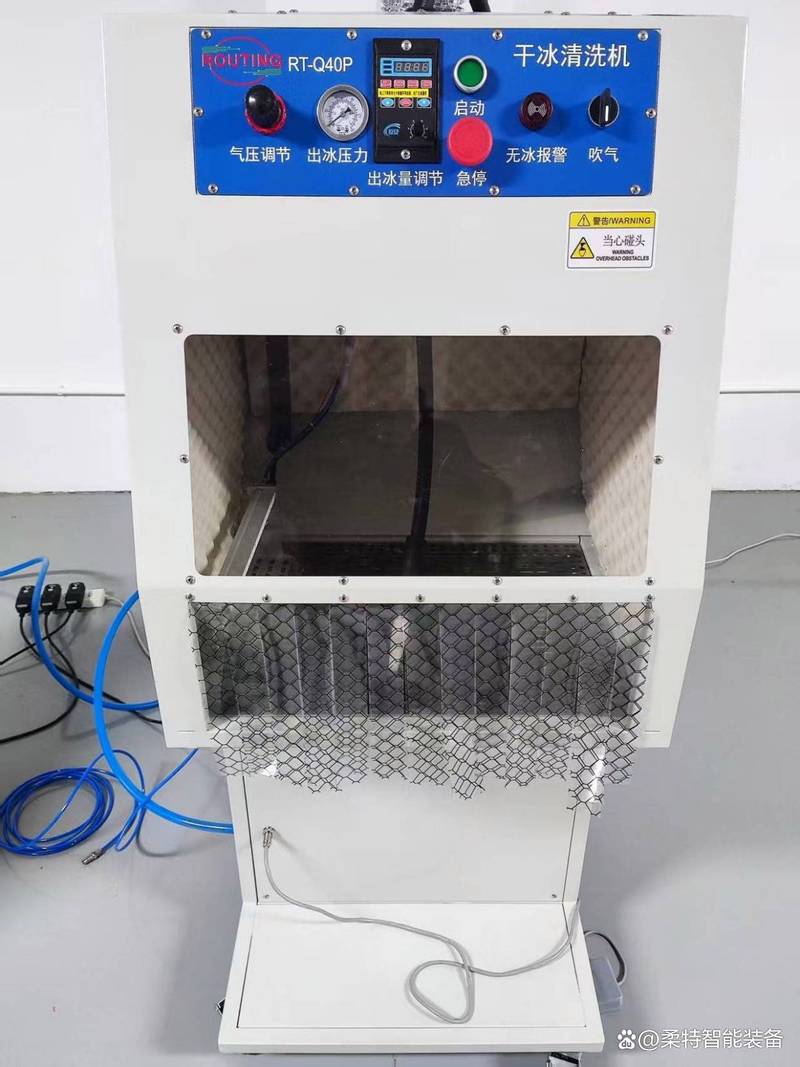
选干冰清洗机,别只看价格
