你有没有盯着一块刚焊好的承压部件,心里直打鼓?万一内部有条要命的裂纹……传统手段要么切了它,要么就当瞎子。工业CT不一样。它能让你像看三维电影一样,把零件里里外外扫个透。
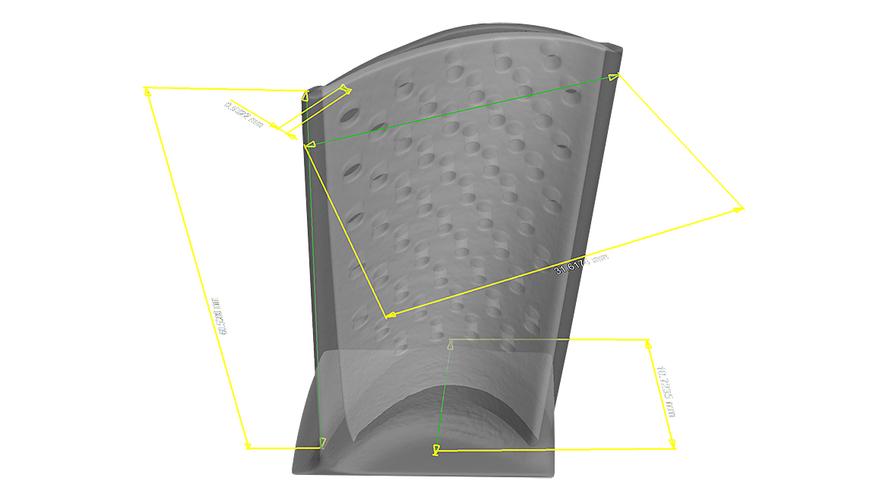
说实话,我第一次见识这东西的威力,是帮一个航空供应商查钛合金叶片的微孔。X光片只看到一个模糊阴影,鬼知道是气孔还是夹杂?CT一扫——好家伙!三个独立缩孔,最要命那个离表面只有0.2毫米。当时后背发凉,也暗自庆幸。无损检测技术发展到今天,工业CT已经把“猜”变成了“看见”。
穿透力的革命:从二维底片到立体真相
传统无损检测里,射线拍片就像把零件压扁了给你瞧。重叠、放大失真、角度偏差……老手也得连蒙带猜。工业CT呢?它是断层扫描,获得的是体素数据。什么意思?你可以随意剖切、旋转、测量,甚至把缺陷单独提取出来做个3D渲染。那种掌控感,怎么说——像外科医生拿着手术刀,而不是隔着毛玻璃看影子。
不过话说回来,CT也不是万能药。它的原理决定了它对密度差异敏感,检测裂纹有时反而不如渗透或超声——尤其裂纹方向与扫描平面平行的时候。但面对复杂结构、微小孔隙、装配间隙分析,舍它其谁?
你关心的问题,直接问
问:工业CT检测一件大概要多久?成本是不是高得离谱?
答:看零件尺寸和精度要求。一个拳头大小的铝合金铸件,高分辨率扫描加大数据分析,两三个小时跑不掉。成本?一台高能工业CT设备上千万,所以外委检测一件收你几千块很正常。但仔细算笔账——如果漏检导致批次报废或者安全事故,这点检测费连零头都算不上。❗
问:能不能查复合材料?比如碳纤维层板的分层?
答:能,而且比超声C扫直观得多。分层、脱粘、孔隙率分布,CT全给你清清楚楚。我就见过一次,厂商坚称固化工艺没问题,CT结果一出,层间密密麻麻像蜂窝。铁证面前技术总监脸都绿了。✅ 不过要留意,碳纤维本身低密度,需要合适的扫描参数,不然噪声能把缺陷淹没。
智能判读:人眼累了,AI来盯
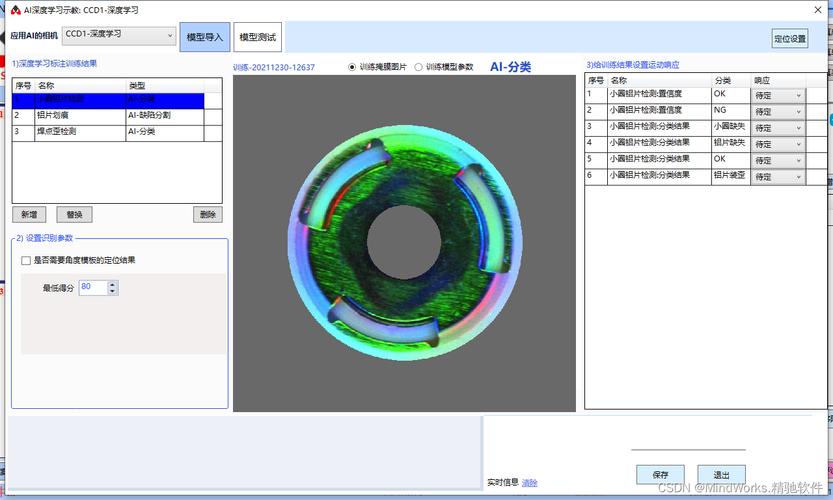
CT数据量恐怖。一个精密件扫出来,数GB的切片图。靠人一张张翻?累死不说,一致性差,还容易漏。现在牛逼的玩法是深度学习缺陷自动识别。训练好的模型,哗啦啦几分钟标出所有可疑区,还能分类、测尺寸。去年帮一个压铸厂部署这套,无损检测效率直接翻倍,错检率降了七成。
但话说回来,AI不是神仙。遇到没训练过的缺陷形态——它可能犯傻。所以,人机协同才是正路:机器初筛,高工复核。哼,别指望完全甩手。
局限与野望
工业CT也有脾气。穿透能力受射线源能量限制,半米厚的钢件?得去同步辐射光源那类大家伙,一般工厂甭想。另外,检测标准滞后,很多领域还在拿射线底片的思维套CT,验收依据模糊,扯皮的事没少发生。
可你不能否认,它代表了无损检测的必然方向——从“合格/不合格”的二元判断,走向精准的 缺陷容限评价和 数字孪生。零件还没造出来,它的CT模型已经在仿真软件里跑了无数遍。💡 这才是真正的数字化制造啊。
下次你面对一个关键件、一张模糊的二维底片时,或许可以想想:是不是该换个视角了?穿透它,而不是仅仅看它。