上周去一家重型机械厂,刚进装配车间就听见一声闷响——液压扳手过载了,螺栓没拧动,反而把螺纹拉坏了。现场工程师一脸懊恼:“这已经是本周第三次了。”我蹲下去看那根M42的螺栓,表面镀层完好,但啮合长度明显不足。说实话,这种场景我见过太多次了,尤其在那些号称“经验丰富”的老厂里,工业紧固件的使用误区简直遍地都是。
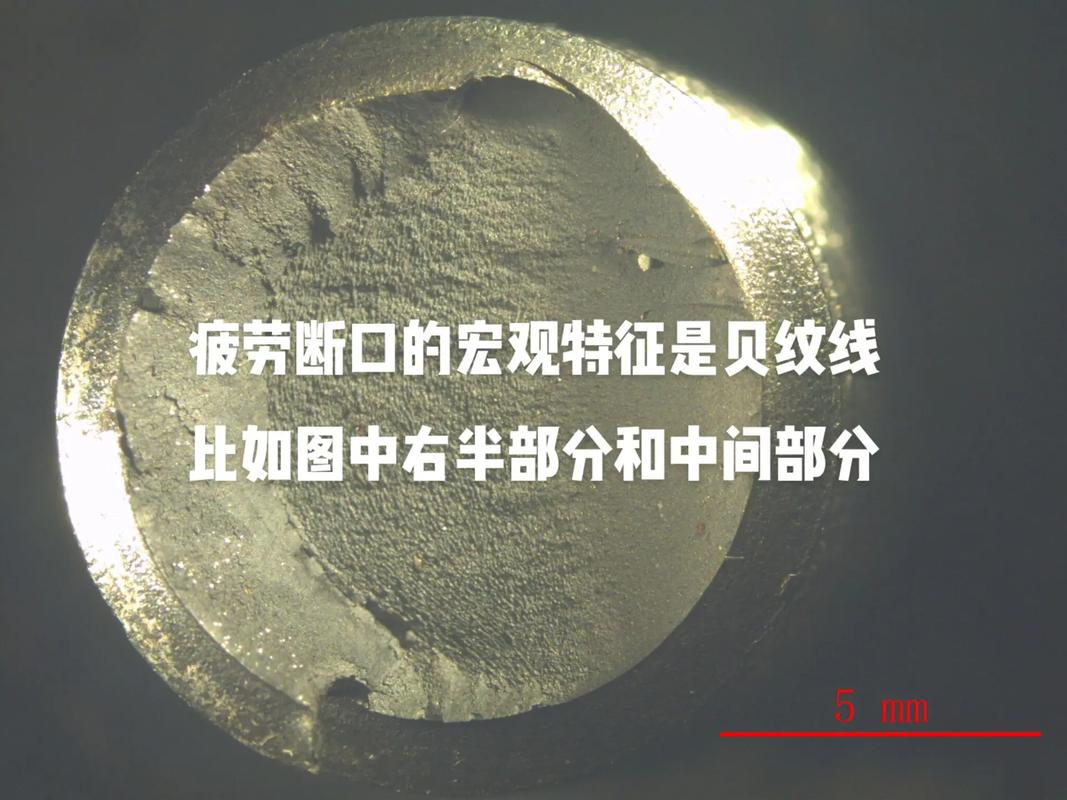
别小看一颗螺栓。 它可能价值几十块,但造成的停机损失是按分钟算的。去年有个案例,风电齿轮箱的螺栓在试车时断裂,飞出的碎片打坏了润滑管路,整套齿轮箱返厂维修花了200万。事后检测发现,断裂螺栓的预紧力只有设计值的60%——根源是装配工担心扭矩过大滑丝,私自调低了扳手扭矩。结果呢?在交变载荷下,螺栓直接因疲劳而断裂。 这就是典型的过犹不及。
那么,工业紧固件到底该怎么选、怎么装?我先泼盆冷水:你平常以为对的那些操作,可能一半都是错的。
选型:匹配比品牌更重要
很多厂家采购螺栓螺母时只看强度等级,比如“我要10.9级的”,至于配什么螺母、垫圈,完全丢给仓库。这很要命。高强度螺栓必须配高强度螺母,但光这样还不够——螺母的承载面硬度、螺纹公差带都要匹配。举个例子:HV300以上的热镀锌垫圈用在10.9级螺栓上,如果垫圈硬度超高,会把螺栓头下圆角压出疲劳源…这种细微之处,能坑死你。❗
再说涂层。达克罗、久美特、渗锌…听着高级,但我见过太多人盲目选用。在一个潮湿的化工厂,螺栓表面必须耐酸碱,结果采购选了普通达克罗,三个月后表面起泡,六个月后锈死在孔里。拆的时候连加热带气割,车间主任气得直骂人。💡在腐蚀环境下,紧固件的涂层系统必须与介质匹配,不能只看厂商的广告宣传册。
还有一个重灾区——不锈钢紧固件。在高温下,A2-70的螺栓强度会急剧下降,但很多人不理解“高温”指什么。其实超过60°C,304不锈钢的抗拉强度就开始明显衰减了。如果用在高炉或蒸汽管道法兰上,简直是在给自己埋雷。
拧紧:扭矩不是唯一答案
多数人手里拿着扭矩扳手,眼睛里就只有那个数字。但实话告诉你,通过扭矩控制预紧力的方法,误差能大到±25%。 为什么?因为螺纹摩擦系数一变,扭矩就全乱了。比如螺纹上多了点油,同样的扭矩下预紧力会飙升,甚至直接拉断螺栓。反过来,螺纹表面生锈或者有杂质,扭矩达不到,预紧力又不够。
这就引出一个问题——怎么选润滑剂?二硫化钼润滑脂?铜基防卡剂?还是什么都别用?这里头太有门道了。有一次,一个客户的塔筒螺栓全用铜基防卡剂,结果安装时发现扭矩系数波动极大,最后不得不全部拆掉返工。原因很简单:铜基防卡剂里的固体颗粒粒径不均,导致摩擦系数不稳定。后来改成专用的螺栓安装膏,扭矩系数立马稳定在0.12±0.02。✅
所以,精确的预紧力控制需要理解摩擦学,而不仅仅是扭矩值。 有条件的话,一定要做扭矩系数标定试验。可惜很多中小厂根本不做,就靠老师傅的手感…唉。

而且,大型法兰连接还有个终极难题——交叉拧紧。顺序不对,垫片压溃,法兰偏斜,螺栓一边紧一边松。这事儿靠嘴说没用,必须上工艺卡,明确标示拧紧顺序和分步扭矩值。
防松:锁紧方式可能适得其反
一提到防松,大家脑子里蹦出来的就是弹簧垫圈、尼龙锁紧螺母、打螺纹胶… 但是,对于关键部位的工业紧固件,这些常规手段很可能不够,甚至有害。比如弹簧垫圈在动载下会嵌入被连接件表面,反而降低了预紧力。而螺纹胶在高温下会失效,且拆卸时遗留的残渣可能破坏螺纹。
那怎么办?优先选用施必牢、洛帝牢这类楔形防松技术。 它们改变螺母底部的几何结构,利用楔形效应将摩擦力转化为防松阻力。不过价格贵好几倍,老板舍不得,最后出了事故又后悔。我在一个项目上力排众议用了洛帝牢,五年了没出过一次松脱,反而省下了检修停机的时间。值不值?自己算吧。
这行干久了,越来越觉得工业紧固件就是个“深水区”。很多事故的根源就在这里。可是,有多少人认真对待过这颗小小的螺栓呢?
下面我整理了两位读者经常问的问题,看看你有没有类似的困惑。
问:我厂里很多螺栓拆卸后螺纹上有一层黑乎乎的粉末,再用就会有卡涩,怎么办?
答:那层黑粉大概率是微动磨损腐蚀产物。这说明该连接部位存在横向振动或微小位移。根本解决办法不是换螺栓,而是提高预紧力,让连接面不发生滑移。另外,可以涂抹含有固体润滑剂的抗微动膜。别再用普通润滑油了,那东西反而会加剧磨损。
问:为什么有些螺栓明明拧紧了,过几天自己就松了?是不是扳手坏了?
答:哈哈,扳手大概率背锅了。排除人为失误后,最常见的原因是连接件在施加载荷后发生嵌入松弛。例如粗糙表面被压平、油漆涂层被挤出等,这会造成预紧力下降10%以上。解决办法是在试运行后重新拧紧,或者干脆在设计时就考虑拧紧后静置再复拧的工艺。有些重要部位我要求复拧三次!
说一千道一万,工业紧固件这东西,学问远比看起来深。别再只盯着单价了,装配质量、工况匹配、维护策略,任何一个环节掉链子,整个系统都可能崩掉。 下次拧螺栓前,先问问自己:我真的理解手里这颗紧固件的脾气吗?