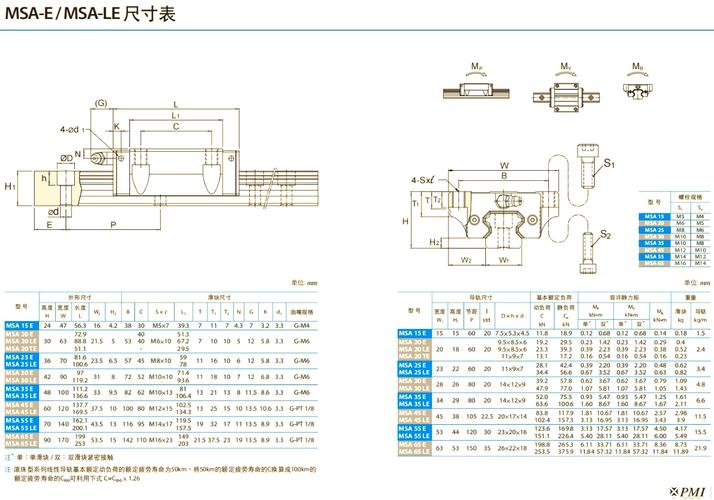
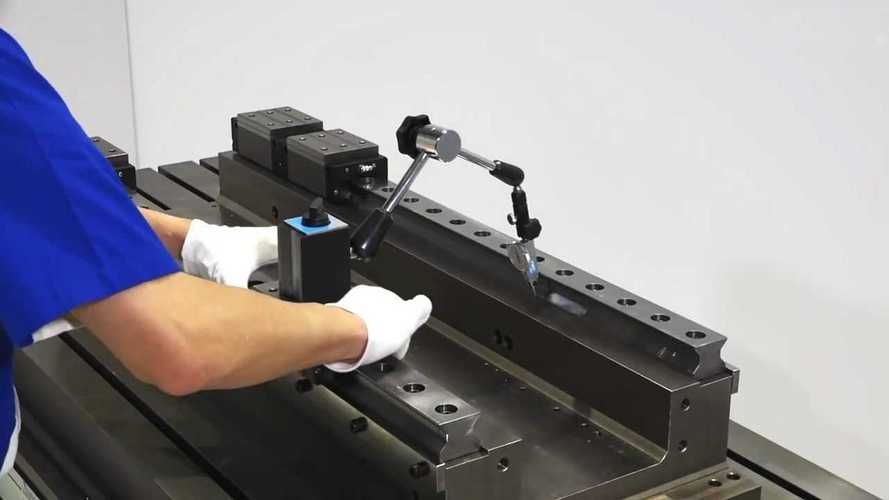
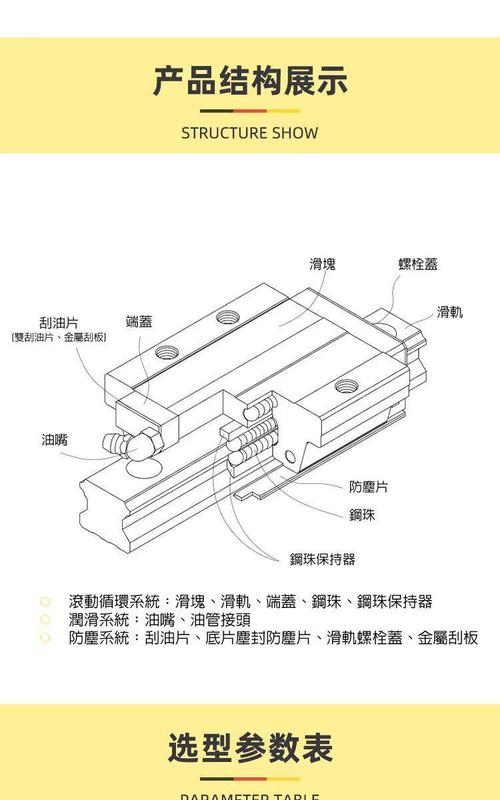
去年厂里一台新设备,才跑半年,导轨咔咔响。拆开一看,滑块滚道剥落了——预压选错,愚蠢地选了零预压。说实话,那时候真想把当初拍板的自己抽两下。这事儿让我对直线导轨多留了个心眼。 直线导轨这玩意儿,看着简单,实则暗藏杀机。样本上那些光滑的曲线,实验室数据,到了车间全是变数。选型时的毫厘偏差,用几个月就成了千里悲剧。 直线导轨的定位精度,真不是看样本就能拍板的 精度等级P、H、N、C……数字越小精度越高,这谁都知道。但你知道标准里的行走平行度、高度差、宽度差,都是在意特定基准面和安装条件下测的吗?现场安装稍有扭曲,精度直接跳级。比如名义P级导轨,安装后实际表现可能连H级都不到。 直线导轨精度等级对比测量示意图 更气人的是,不少厂商样本只标了行走平行度,却把高度方向误差藏得深。高速运动时那个上下抖动啊,做精密定位的简直想砸机器。❗我见过一台镜片磨边机,用了某品牌低端导轨,Z轴重复定位忽好忽坏,查了三天才发现导轨高度差波动大,负载重心偏移造成的微颤动。 所以精度要看全面:行走平行度、高度方向误差、宽度方向误差,还有组合后滑块对基准面的精度变动。💡一个小经验:如果设备要求定位精度±5μm,导轨精度至少要选高一档的,比如P2级以上,或者采用预压消除间隙。 问:选直线导轨时样本上的精度指标那么多,哪个最容易被忽视? 答:高度方向的误差和倾斜度(rolling)。很多人只盯行走平行度,但高度方向变化会引起阿贝误差,尤其对于悬臂结构。另外滑块的滚动体直径偏差会造成微小的俯仰和摇摆,高倍显微镜下明显得很。我的建议是让供应商提供完整的精度报告,别只给个“P级”了事。 安装的坑:基准面校直忘了,一切白搭 安装的坑:基准面校直忘了,一切白搭 导轨买回来,精度再好,安装扭成S形也是废铁。我见过最离谱的一次:安装师傅用普通水平尺比划两下就锁螺丝,结果导轨侧向弯曲超过0.1mm。走线轨直线度要控制在0.02mm/500mm以内,这是底线。得用千分表或自准直仪,靠人眼不行。 直线导轨安装基准面校直调试现场 还有基准面相的重要性。两根导轨平行度必须保证,否则滑块打架。大型龙门设备尤其要命,平行度偏差积累后运动卡滞,伺服电机过载报警。✅正确做法:先锁基准侧导轨,滑块滑动顺畅后,以它为基准打表调另一根。别信目测。 问:自己装直线导轨能省安装费,但风险多大? 答:如果你有精密水平仪、千分表、相应的检具,且明白等高和平行的概念,可以试。否则,找个专业调试团队吧。我修过的因安装不当报废的导轨,够开个小展览——剥落、压痕、保持架断裂,全是不当预紧和扭曲造成的。一次安装费不贵,换导轨的成本可是十倍计。 润滑的真相:不是加了油就万事大吉 润滑的真相:不是加了油就万事大吉 导轨真不是“干它几年不带停”的神器。滚动体与滚道是点/线接触,赫兹应力极大,没膜就死给你看。很多失效案例扒开滑块,里面油脂干结成块,铁屑混入变成研磨膏。润滑是要根据速度和载荷选脂的,高速用基础油黏度低些的,重载用极压锂基脂。还有补充周期,不能看心情。 直线导轨滑块内部润滑脂分布工作示意图 防尘也是润滑的一部分。没有刮油片和防护罩,车间粉尘、切屑几分钟就能毁掉一个滑块。💡我习惯额外加装风箱式防护罩,并在滑块两端贴吸尘磁条,成本不高却能延长寿命一倍以上。 问:直线导轨多久加一次油合适? 答:看工况。一般建议每100公里或每三个月,但高污染环境要缩短。可以用手感受滑块温度,温升超过40°C就查润滑。另外听声音,出现间歇性“嘶嘶”声可能是乏油。别等到啸叫,那时滚道已经有微剥落。 导轨这行当,细节里藏着魔鬼。别只盯着样品册上那个诱人的载荷数字,多想想实际工况的肮脏、振动、温度变化。选型时多琢磨预压和精度配比,安装时舍得花时间校准,维护上别抠那点润滑脂钱。毕竟,一套直线导轨本身不贵,但停机换修综合成本能让你瞬间清醒。