凌晨三点,电话响了。现场操作工声音都在抖:“轴封又喷了,整个泵座全是油!”——这场景,干过设备维护的都懂。机械密封,这个工业密封里最让人头疼的精密玩意儿,平时安安静静,一旦发脾气就能让你连续几个通宵。说实话,我经手过不下两百套失效分析,真正因为密封环正常磨损到寿的,连三成都不到。剩下的全是“人祸”:选型时图便宜、安装时手一抖、操作时任性开停……今天不扯虚的,就聊血泪换来的干货。
那些让你半夜惊醒的密封泄漏
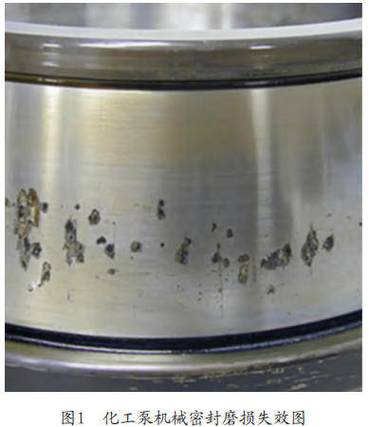
泄漏是表象,根源往往藏得极深。有次拆开一套只用了四天的集装式密封,动静环端面磨出一道道放射状沟槽——这压根不是磨损,是热裂纹!一查记录,启泵前暖泵时间被省掉了,介质里又带着微量结晶颗粒,干摩擦瞬间高温,碳化硅环直接崩口。很多厂子怪国产密封不行,其实进口的照样扛不住违规操作。还有个经典案例:污水泵的密封总漏,弹簧一拆出来全被纤维状杂质缠死,补偿环动不了,端面拉开一条缝。操作工还委屈:“我们按规程开了冲洗水的啊!”真相是冲洗液过滤器堵了三个月没人清……❗
工业密封的关键词,在这儿就扯出了冲洗方案、端面比压、补偿机构这些核心概念。但现场真没几个人会耐心看API 682的几十种Plan,都是等漏了才骂选型的人。其实选型阶段多问一句介质特性,比如含不含固体颗粒?有没有结晶温度点?是不是易聚合?一套靠谱的Piping Plan能顶十套备件库存。💡
选型坑:不是所有工况都适合“标准”密封
很多采购单上就写个泵型号,让密封厂自己配。这太赌了。高粘度介质(比如重油、糖浆)如果选了普通多弹簧结构,弹簧会被粘住失弹,补偿环就变成死环。双端面密封听着高级,但隔离液压力没设置对,反过来会憋坏内侧密封。还有高温热油泵,密封腔温度超过200℃?必须上金属波纹管密封,石墨环还得浸锑或浸树脂,普通浸铜的一高温就氧化泄漏。可惜啊,成本敏感的小厂永远觉得“以前那套也能凑合用”。
再讲个离谱的:有家化工厂,泵送苯乙烯,密封选氟橡胶O圈。苯乙烯是啥?它会溶胀氟橡胶啊!一周不到,O圈胀成麻花,辅助密封直接失效。后来换成全氟醚,虽然贵十倍,但再没因为这个出过事。所以工业密封不仅是摩擦副那对环,辅助密封材料兼容性往往是隐藏炸弹。
问:为什么新换的机械密封,才运转24小时就漏得稀里哗啦?
答:九成是安装问题。最常见的是压缩量没核对。集装式还好点,非集装式要现场测量轴向尺寸,确认弹簧压缩量在厂家给的公差内。很多钳工凭手感拧紧轴套顶丝,压缩量不是太大就是太小;太大的话端面比压过高,一启动就干磨烧面;太小了端面贴合不够,一加压就打开泄漏。还有个细节:轴套传动螺钉没拧紧,运行时轴套与轴打滑,密封动态追随性全毁。所以安装完后盘车手感要均匀,点动试压阶段一定用低压低速检查,别直接上全速!
问:为什么带压双端面密封,隔离液老是莫名消失?
答:两种情况最多。一种是内侧密封泄漏,隔离液窜入泵腔,这个好判断,泵送压力有波动或工艺介质被污染。另一种更隐蔽:隔离液罐子的冷却盘管漏了,冷却水混进隔离液然后从排气口蒸发,液位天天掉,你还以为密封漏了……拆开人家密封好好的。所以液位异常先查辅助系统:换热器、过滤器、节流孔板,别直奔密封本体拆。✅
操作习惯才是密封寿命的隐形杀手

频繁启停、急停急开,对密封的冲击不亚于敲一锤子。尤其高温泵,停车后密封腔冷却,如果介质有凝华倾向,结晶体可能沉积在端面上。下次启动不充分暖泵,转几下就磨出深沟。还有抽空、气缚——泵入口过滤器堵了,密封腔缺液干转,几秒就报废。有些化工厂为了省电,晚上停泵白天开,殊不知密封的热循环疲劳寿命就这样耗没了。值班长还跟我说“这密封质量越来越差”,我只能苦笑:密封替操作背了多少锅?
在线监控其实不复杂,压力、温度、振动挂几个探头,趋势变化提前预警。有个炼油厂在密封冲洗管线上装了流量开关和温度计,发现流量下降就报警清过滤器,密封平均寿命从四个月延到两年多。智能化的工业密封健康管理现在也不贵,少两次非计划停机就回本了。
说到最后,工业密封就是个精细活——设计选型要抠细节,安装找正要耐烦,运行维护要定规。别等它漏了才当回事。那些半夜漏醒的泵,其实白天已经给了你无数次信号:端面温度高了,冲洗液变色了,小量滴漏……预防性维护,不是口号,是真能让你睡个整觉。