说实话,在工厂转悠了二十年,每次看到那些锈迹斑斑的压力容器,心里还是咯噔一下。尤其是有些老厂,设备比我的工龄都长……你能想象吗?焊缝开裂、壁厚减薄,随便哪个都能酿成大祸。可偏偏很多人觉得“以前没出事,以后也不会”。
好吧,今天不聊标准,不念规范,就扯扯那些设计图纸上不会告诉你的、现场真正要命的隐患。
材料与焊接:埋下的定时炸弹
压力容器最怕什么?材料不合格!我曾经见过一台换热器,设计温度350℃,结果投产不到半年,壳体出现大面积裂纹。一查,材料代用出了问题——本来该用铬钼钢,采购为了省钱,搞了普通碳钢,热处理也不到位。这像话吗?
焊接更是个手艺活。再好的设计,焊工水平差,也是白搭。有一次我们去某厂监造,发现一条环焊缝上气孔密集得像马蜂窝,射线探伤肯定过不了。结果厂方笑嘻嘻地说:“返修一下就好了呗。” 我直接火了——返修?你知道反复返修会让焊缝的韧性下降多少吗?有些缺陷根本不是补焊能解决的!

你可能会问:那怎么保证焊接质量?除了焊工持证,更重要的是工艺评定和过程控制。比如预热温度、层间温度,少一度都不行。可惜很多企业为了赶工期,能省则省。哎,说什么好呢?
问:压力容器制造必须要有许可证吗?自己焊个罐子用行不行?
答:绝对不行!《特种设备安全法》规定,压力容器制造必须取得制造许可证,有级别划分(A1、A2、D级等),而且要在许可范围内制造。自己焊个罐子,哪怕承受0.1MPa的压力,一旦出事就是违法。去年浙江有个小化工厂,自制了一个反应釜,超压爆炸,死伤惨重。所以千万别抱有侥幸心理,这可是要命的事。❗
腐蚀与疲劳:看不见的杀手
材质和焊接算明面上的危险,真正难对付的是腐蚀和疲劳。尤其是应力腐蚀开裂——材料、应力、腐蚀介质三者凑齐,神仙难救。液氨储罐经常出这种事,原因是介质中含水,加上焊接残余应力高,用不了多久就开裂。
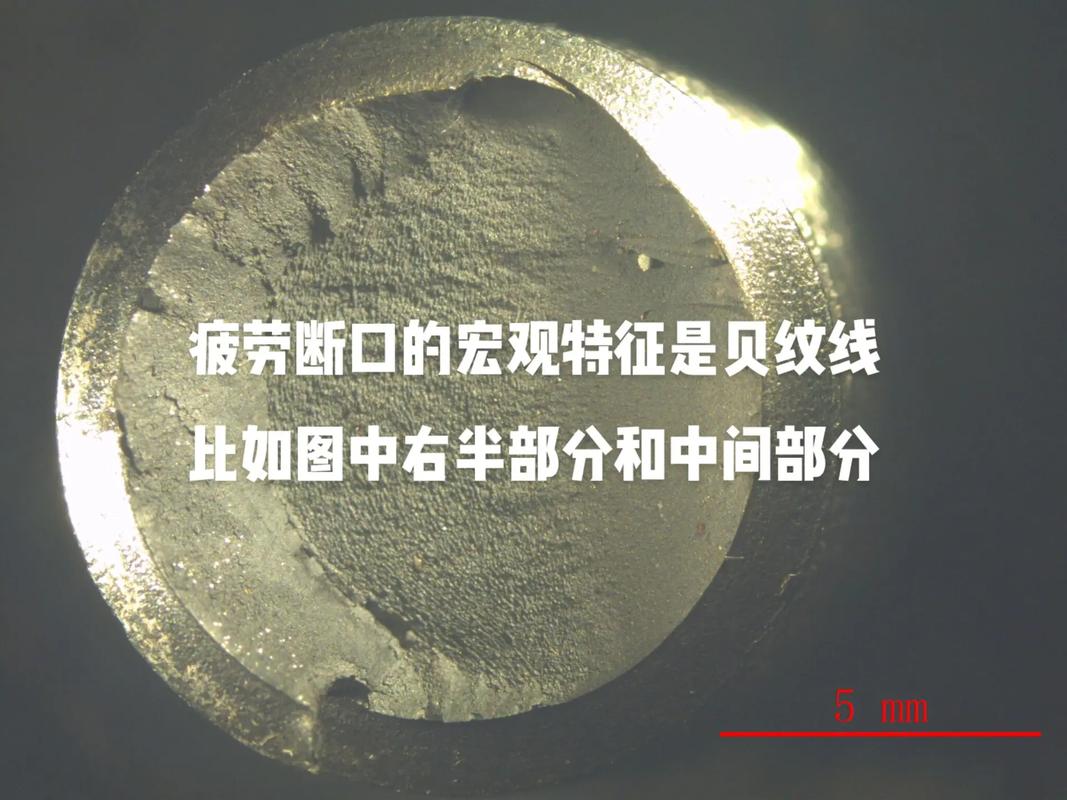
还有疲劳!为什么疲劳可怕?因为发生之前基本没征兆。塔器在风载下来回摆动,高压釜频繁加压卸压,日积月累,金属也会“累”。我见过一台压缩机缓冲罐,运行了八年,突然从封头直边段齐刷刷撕开。拆下来看断口,典型的疲劳断裂,贝壳纹清晰得很。设计寿命明明二十年……问题出在哪?振动!管道柔性设计不足,把振动硬传给容器了。
怎么办?定期检验!但不是每个厂都认真做检验。有些企业觉得检验就是走形式——测个壁厚,打打硬度,完事。错!无损检测才是关键。特别是超声波检测,能发现内部埋藏缺陷。可很多使用单位懒得搭架子,或者嫌贵,就只做表面探伤。这不是自欺欺人吗?💢
问:压力容器多久检验一次?费用高不高?
答:根据固定式压力容器安全技术监察规程,一般是投用后3年内首次检验,之后根据安全状况等级确定周期,1-6年不等。费用嘛,看具体容器大小和检验项目,几千到几万都有。其实比起出事后的代价,这点钱真不算啥。💡建议别图便宜找无资质单位,出了假报告害人害己。
维护与报废:修修补补的代价

很多人觉得容器漏了补焊一下就行。大错特错!补焊要是没处理好,热影响区会脆化,反而更容易出问题。我见过最离谱的一次,一个氯气缓冲罐漏了,维修工直接带压焊!天啊,他居然还活下来了……但这不是勇敢,是无知!
维修要合规:压力容器维修资质、维修方案、焊材匹配、焊后热处理,一样不能少。有些老容器,壁厚腐蚀余量都吃光了,还舍不得换。该报废就报废,别等到炸了才后悔!🚫
对了,操作也很重要。操作工得持证上岗吧?压力、温度、液位监测仪表得准吧?安全阀、爆破片定期校验吧?可现实中,多少安全阀浮锈卡死,拆下来一看,整定压力都不对了。想想都后怕。
问:我们厂有个容器想报废,但是里面还有介质,怎么处理?
答:严禁私自拆解!必须先将介质置换、清洗合格,最好蒸煮或惰性气体保护,经安全部门检测可燃气体和有毒气体含量达标,再整体破坏(如割孔)使其丧失承压能力,最后交给有资质的回收单位处理。说白了,就是不能让它再被当容器用。✅
写在最后

压力容器的安全,靠设计、制造、检验、维护多个环节,缺一个都是致命的。其实标准规范已经写得很详细了,关键是人能不能落实。别嫌麻烦,别图省钱,毕竟——命比啥都重要。
好了,就这么多。如果你在管理压力容器,赶紧去现场转转,看看有没有我提到的那些隐患吧。反正我每次进厂区,还是会不由自主地多看几眼那些大家伙……希望它们都好好的。