上个月,隔壁注塑老李跑来问我,说想买台三万块的桌面打印机,接点手办单子。我差点把保温杯摔地上。这不是个例。增材制造——或者说3D打印,已经被神化太久了。
我做过七年机械结构设计,现在搞工艺规划,亲手调过不下二十台各种原理的设备。有些话,不吐不快。❗
先给你看个东西。
这张图是去年我们在常州调试的一台LPBF设备。激光扫过那一瞬间,光斑直径只有80微米。你知道那是什么概念吗?比头发丝还细。整个成型仓氩气浓度必须压在1000ppm以下,不然钛合金粉末直接氧化爆燃。没错,爆燃。不是危言耸听。所谓“所见即所得”的浪漫说法,在工业现场面对的是氧传感器、筛粉机、防爆阀一连串冷冰冰的配套。哪个环节掉链子,就是几万块的粉末报废,外加清理一整天。
所以你看,这东西根本不是玩具。
我们到底在追什么?自由度的幻觉
增材制造最打动人的,就是“复杂几何无成本”。说实话,这句话我早年在展会上喊过无数次。可实际呢?
的确,它能把内部流道、点阵结构、拓扑优化后的怪异形状轻松做出来。我用它救过一个液压阀块项目:传统加工需要交叉钻孔加堵头,泄漏风险大;用SLM一体成型,流道蜿蜒流畅,减重40%,压降居然降了18%。那一刻,我觉得这技术真他妈伟大。
但转过头,另一个汽车底盘支架项目就彻底翻车。客户非要整合六个零件,结果支撑结构多得像刺猬,线切割拆支撑就花了四小时。最后成本比传统冲焊贵出七倍。七倍!这还不算热处理去应力和热等静压——不加钱?等着开裂吧。
所以,别被“自由”冲昏头。增材制造的真正优势,在于单件小批量、功能集成、以及材料利用率极高的那些特殊角落。不是放之四海皆准。
问:增材制造到底能不能替代传统机加工?
问:增材制造到底能不能替代传统机加工?我们厂老板天天念叨要上设备,是不是趋势?
答:替代个锤子。至少十年内不可能。增材制造擅长的是“从无到有”堆积材料,但表面质量和尺寸精度目前还是二流水平。你看我们的加工流程:先打印毛坯,单边留0.5毫米余量,然后上五轴精加工。这不还是得靠铣削吗?只不过毛坯近净成形了。那些说“打印完直接使用”的,要么是精度要求根本不高的艺术品,要么就是外行。真正工业零件,关键配合面、螺纹孔,哪一个不是靠后处理?所以,它不是替代,是互补。把增材放在工艺链里看,它是锻造、铸造的对手,不是机加工的对手。
问:材料种类太少了,总不能用一辈子钛合金吧?
答:说到点子上了!我现在看到“钛合金”三个字就头疼。展览会上十个样件八个是TC4,剩下两个是不锈钢。实际工业需求五花八门:模具钢、高温合金、铜合金、甚至陶瓷。可真正工艺稳定的粉末牌号,你掰指头数得过来。去年我们想用铝合金AlSi10Mg打某个雷达底座,结果两批粉末因为粒度分布偏移,孔隙率直接从0.5%跳到3%。供应商两手一摊说符合标准。符合他个鬼!标准跟不上工艺,这是最憋屈的。所以,搞增材制造,一半精力在跟材料商扯皮。不过话说回来,粘结剂喷射金属打印这几年进来搅局,成本下来不少,材料体系也宽了,是个有意思的变数。
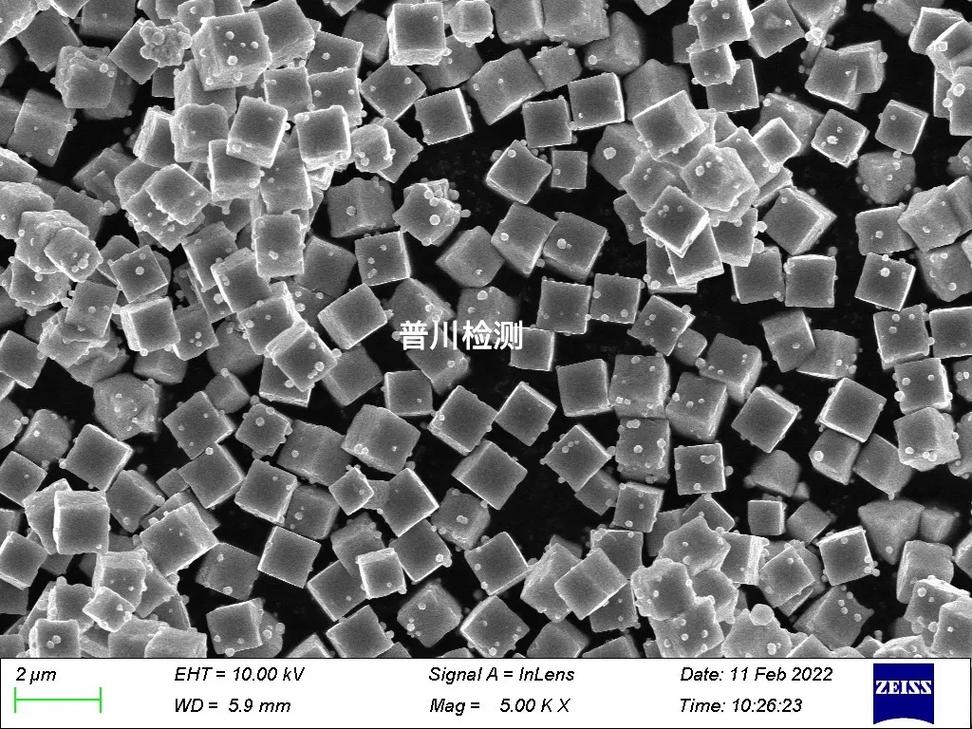
你看这些粉末颗粒,球形度、卫星粉比例、氧含量……每一项都是坑。没有扎实的材料学基础,打印出来的件就是定时炸弹。别只盯着打印机那身机架,粉末才是幕后灵魂。
软件链:被忽略的致命短板
大部分人聊增材,张嘴就是精度、速度、材料。很少有人提软件。但在我眼里,数据处理链路才是最大的痛点。
从CT扫描或CAD模型,到切片生成路径,这中间有多少狗屁倒灶的事?首先,STL格式已经老掉牙了,精度一高文件尺寸爆炸,还得手动修破面。修模花半天是家常便饭。然后加支撑,自动支撑算法蠢得像头驴,不是撑不住就是干掉后留伤疤。人工一个个添?复杂件支撑点成百上千,眼睛都瞪瞎。
最要命的是工艺仿真。热应力导致的变形,不用仿真基本靠猜。可仿真软件贵得离谱,算一个中等复杂度零件,许可证加计算时长,成本抵得上半块毛坯钱。中小企业谁能这么玩?所以我们只能靠“试错法”——打一个,扫描逆向,补偿数模,再打。来回三四次才定型。这算哪门子“快速制造”?❗
有一次我调一个镍基高温合金薄壁件,仿真明明显示风险区在拐角,结果实际变形最大处在中间。后来查了半个月,发现是基板预热温度波动超了15度。仿真边界条件设得理想化,现实永远给你惊喜。这种血泪经验,教科书不会写,论文更不会提。
所以,如果有人告诉你“输入模型,一键打印”,笑笑就好。那背后是工程师无数个加班的夜。
问:增材制造的成本何时能降到普适?
问:经常听说成本在降,什么时候能像注塑那样便宜?
答:永远不可能。根本逻辑不同。注塑是分摊模具成本,批量越大单件越便宜;增材制造是加法,材料、机时、后处理成本几乎线性累加。哪怕你打一万个,单个成本也降不到注塑的零头。但是——注意这个但是——当你的产品复杂度到了某个临界点,传统工艺的模具成本或者加工难度陡升,这时候增材制造的总拥有成本反而更低。比如GE的燃油喷嘴,把二十个零件并成一个,虽然打印一个要上百美元,但整个生命周期省下的燃油和维护费,早赚回来了。所以,别只盯着单价。要算大账,算那个你看不见的代价,比如库存、装配工时、性能提升带来的溢价。这才是增材制造真正的商业价值所在,遗憾的是,很多老板根本听不进去这套。
冷眼看未来:一地鸡毛还是繁花似锦?
我有时很矛盾。明明知道这技术有致命缺陷,却又停不下手。每次看到全新拓扑优化的结构从粉堆里一点点浮现,那种“造物主”般的爽快感,仍然让我起鸡皮疙瘩。
行业需要冷静。前几年资本涌进来,冒出一堆“颠覆者”,结果呢?倒闭潮到现在还没停。因为太多人把它当互联网项目来玩,烧钱拼速度,忘了制造业的核心是积累是细节。没有一万小时的缺陷记录,你都不知道一个支撑角度能惹出多大事。
但黑暗中也有微光。去年我接触到一批做随形冷却模具的小厂,活得挺滋润。他们不打复杂件,就专攻注塑模具里的循环水道。传统方法钻孔只能直来直去,打印却可以让水路紧贴着型腔曲面走,冷却时间缩短30%以上,注塑周期快一大截。客户算完账,主动追着签合同。这路子多实在。
增材制造,最终会回归它本质:一种先进的近净成形工艺。它不是万能胶,而是工具箱里那把特殊扳手。用对地方,四两拨千斤;用错地方,又贵又慢惹人嫌。至于那些什么“家庭工厂”、“人人都是设计师”的远景,听听就好,离真实的车间太远。
说到底,机器没有魔法,粉末没有魔法。有的只是加班苦熬的工程师,和一堆还没解决的问题。但这就是工业的真相,不是吗?💡