2026-06-14 05:08:35 作者:网编
分类:文章
图纸又错了。😡
这台该死的挤出机喷嘴,已经是本月第三次堵塞。我盯着控制面板上那个跳动的温度曲线,心里直骂——不是说好3D打印能颠覆制造业吗?怎么连一个简单的PA6齿轮都打不利索。
说实话,我干机械这行二十年,从手摇铣床到五轴联动,没怵过什么设备。可三年前公司引进第一台工业级FDM的时候,我反而成了车间里最焦虑的人。
一、三年前我摔了个杯子,却摔出了对3D打印的怀疑
那天隔壁结构组的王工兴冲冲拿过来一个打印件,说是拓扑优化的连接架,能减重40%。我接过来掂了掂,层纹粗糙得像树皮,一敲声音发闷。然后手一滑——砰!砸在水泥地上,直接断成两截。
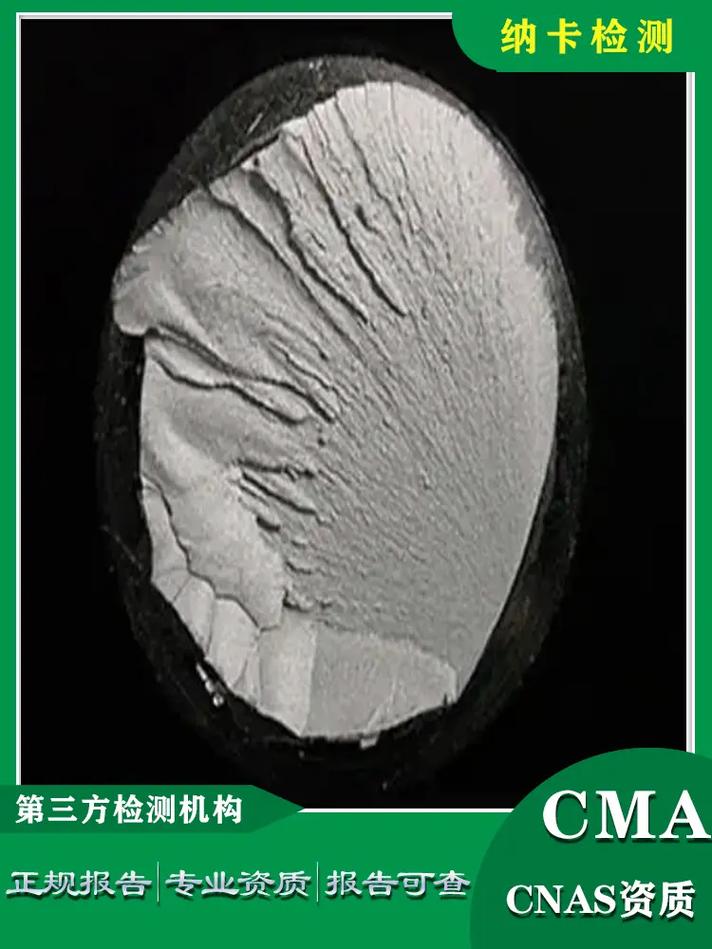 断裂的3D打印零件截面微观结构
“这就你们吹的颠覆?”我火气上来,“CNC挖个铝件能摔断?”王工脸涨得通红:“有本事你去打一个。”
我还真去打了。结果更窝火。
同一个模型,上午切片好好的,下午就翘曲到姥姥家。折腾了四天,废了半卷料,才弄出一个勉强能看的东西。更可笑的是,算上电费和人工,成本比外协开模还高。
那段时间我几乎成了公司的笑柄。一个老工程师,被台打印机玩得团团转。但我这人倔,不信邪。
断裂的3D打印零件截面微观结构
“这就你们吹的颠覆?”我火气上来,“CNC挖个铝件能摔断?”王工脸涨得通红:“有本事你去打一个。”
我还真去打了。结果更窝火。
同一个模型,上午切片好好的,下午就翘曲到姥姥家。折腾了四天,废了半卷料,才弄出一个勉强能看的东西。更可笑的是,算上电费和人工,成本比外协开模还高。
那段时间我几乎成了公司的笑柄。一个老工程师,被台打印机玩得团团转。但我这人倔,不信邪。
二、精度?强度?成本?——三个最丢人的坑
很多刚接触这行的朋友以为,买台机器就能直接生产。真想多了。工业级3D打印的坑,深着呢。
先说精度。宣传册写着±0.1mm,可那是实验室环境。实际车间温湿度一波动,热床稍微变形,公差直接放飞自我。我们打一个汽车空调壳体,装上死活对不准螺丝孔,最后发现XY轴偏了0.3。这还只是个开始。
强度更是玄学。层间结合力根本不像各向同性材料那么可靠。我们做拉伸测试,Z向强度能比XY向低一半。有个工装夹具,横向受力时像刀切豆腐,纵向却能把螺栓拉弯。客户发来的失效照片上,裂缝极有规律地沿着层线扩展——像一本撕开的书。
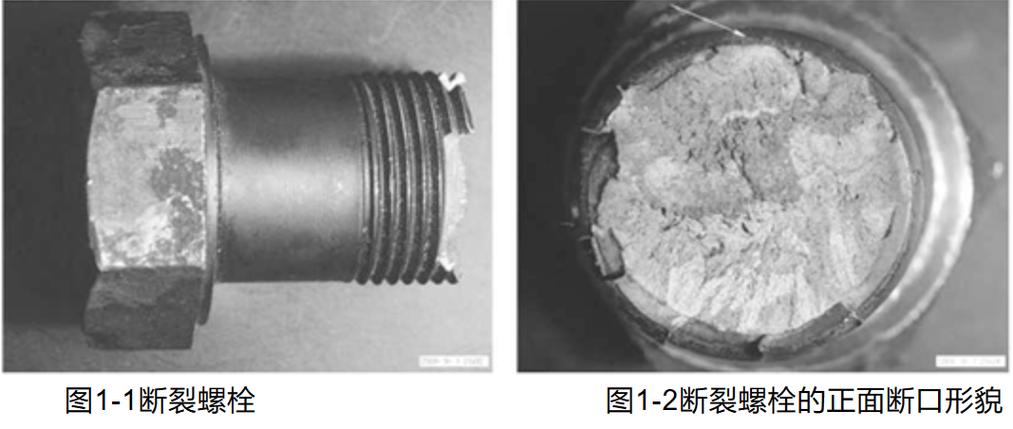 3D打印零件Z轴层间剥离失效断面
至于成本,嗯……你如果只算材料,确实便宜。但后处理呢?支撑拆除、打磨、热处理、喷砂,有时候还要CNC精加工。我们有个小批量壳体,打印6小时,后处理却花了整整两天。人工比料贵十倍。
问:难道3D打印就一无是处?你们后来为什么还在用?
答:好问题。我当时也这么想的。直到一个周末,我被厂长喊回公司,说发那科机器人有个紧急治具要改结构,按传统方式铣削至少两周,产线等不起。我硬着头皮画了图,周六上午建模,下午打印,晚上装配测试,周一直接上机。虽然表面粗糙点,但功能完全达标。那一次,我突然意识到——工具没有错,错的是预期。3D打印根本不是用来替代量产工艺的,它是用来填缝的。
3D打印零件Z轴层间剥离失效断面
至于成本,嗯……你如果只算材料,确实便宜。但后处理呢?支撑拆除、打磨、热处理、喷砂,有时候还要CNC精加工。我们有个小批量壳体,打印6小时,后处理却花了整整两天。人工比料贵十倍。
问:难道3D打印就一无是处?你们后来为什么还在用?
答:好问题。我当时也这么想的。直到一个周末,我被厂长喊回公司,说发那科机器人有个紧急治具要改结构,按传统方式铣削至少两周,产线等不起。我硬着头皮画了图,周六上午建模,下午打印,晚上装配测试,周一直接上机。虽然表面粗糙点,但功能完全达标。那一次,我突然意识到——工具没有错,错的是预期。3D打印根本不是用来替代量产工艺的,它是用来填缝的。
三、为什么我还是让车间买了第三台?
现在看,这事儿得掰扯清楚。3D打印真正的力量,在于那些传统工艺死活做不出来的设计。比如内流道随形冷却,比如点阵夹芯结构。我们给注塑模具打随形水路,模温均衡后,冷却时间砍掉三分之一,变形率直降。这种效益,以前想都不敢想。
另外,备件管理这块也帮了大忙。厂里有些老设备,配件早就停产了,供应商报价高得离谱。自己扫描逆向,打印一个尼龙玻纤的齿轮,居然用了两年还没坏。采购部主管现在隔三差五就来问:“这个能打吗?那个呢?”——活脱脱变成服务站。
不过话说回来,工艺得选对。FDM适合大件或试模,但精密小件还得看光固化或MJF。我们去年咬牙上了一台SLS,尼龙件打出来跟注塑的几乎分不清,层纹极细。当然,粉尘清理能把人逼疯。
问:对于打算上3D打印的同行,有什么忠告?
答:先想清楚三个问题——你愿意设专人维护设备吗?你的零件设计真正利用了增材的优势吗?成本核算算全了吗?如果有一丝犹豫,我建议先外包打样,摸清楚自身需求。别被厂商演示的那几个漂亮样件忽悠了。工业现场是照妖镜,所有滤镜都会碎。⚠️
最后再说几句。
这几年,我看到很多人把3D打印妖魔化,要么神化成万能,要么贬得一文不值。其实它就是工具箱里的一把新钳子。用不好,骂工具没用;用好了,能多挣好几碗饭。
上周我们打完一个钛合金骨科植入物原型,送到医院后主刀医生特意打电话说吻合度完美。那种成就感,不比当年搞定一套大型模具差。
所以啊,3D打印这玩意儿——别吹,也别弃。静下心,玩透它。
 工业级3D打印机正在制造随形冷却模具镶件
工业级3D打印机正在制造随形冷却模具镶件
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:3D打印,别再吹了!一位老机械工程师的真诚交代
文章链接:https://www.zystgy.cn/a/52981