干了半辈子机械,最烦听到一句“这个手板做一下要多久?”——尤其是当老板站在身后问的时候。
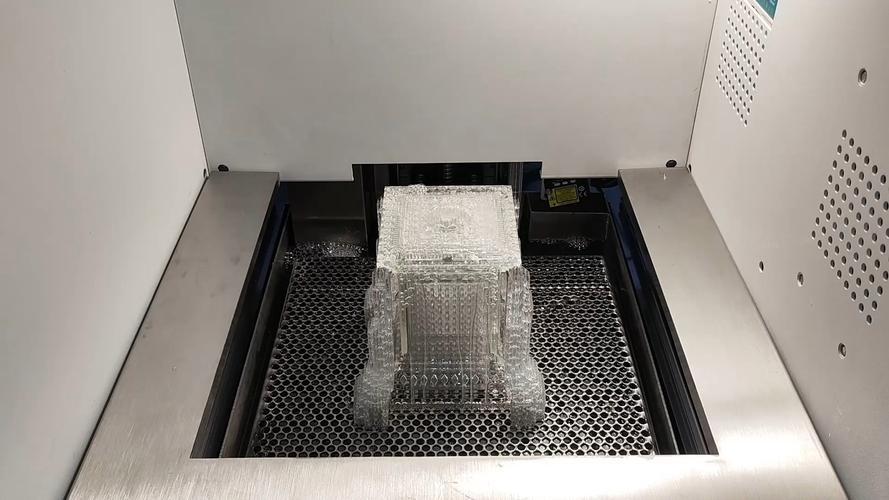
现在?3天。对,你没看错。从图纸到拿在手里的实物,以前要走CNC、靠钳工一点一点抠出来的活儿,如今一台机器就能搞定。说实话,第一次见到SLA光固化机吐舌头一样层层堆树脂,我差点以为它是台咖啡机…… 结果呢?精度比我们车间里最好的钳工还高三个丝。💡 这种冲击,不亚于当年数控冲床刚进厂那会儿。
不过话说回来,快速成型这玩意儿,水也深。
手板厂老板不会告诉你的秘密
传统手板制作,依赖的还是老师傅的手艺。一件复杂的壳体,钳工划线、钻孔、攻丝、打磨…… 没个一礼拜下不来。而且,工序越多,累积误差越大,到最后装配时才发现干涉,整张脸都绿了。❗ 我当年就栽过:一套汽车空调风道样件,CNC做了三套都没法完全贴合,最后是拿硅胶翻模凑合的。那成本,老板差点没把我掐死。
快速成型?它压根儿不管你多复杂的结构。倒扣、内腔、点阵填充——只要三维图画得出,它就做得出来。FDM熔融沉积成型,便宜,但层纹明显;SLA精度高,树脂脆;SLS尼龙烧结,强度不错,表面粗糙…… 选错工艺,哭都来不及。✅ 我现在的经验:验证外观用SLA,验证结构用SLS,大批量前做小批量试产直接用快速模具——就是那种用3D打印母模翻出的简易注塑模,几百件完全够用,还省得开钢模的冤枉钱。

从原型到量产,那些“坑”与“惊喜”
你以为快速成型就只做手板?天真了。去年我们开发一款医用泵壳,数量只有200套,开钢模?周期两个月,模具费十几万,客户根本等不起。结果,直接用尼龙3D打印成品,每件成本高了些,但总投入只有模具费的零头,两周交付。客户惊得下巴差点掉下来。这,就是增材制造的优势——跳过模具,直接拿物料怼。
但坑也在这儿:很多设计师压根不懂工艺限制。给图纸的时候,壁厚0.3mm,孤零零一根悬空长筋…… 打印失败率90%。我改图改到凌晨三点,恨不得顺着网线爬过去敲他脑袋。😠 所以啊,要想用好快速成型,设计端必须懂DFAM——面向增材制造的设计。不然,机器再好也是废物。
读者灵魂拷问
问:快速成型做出来的东西能直接当产品用吗?
答:看情况。你要是当手机壳?没毛病。当发动机缸体?趁早别想。功能性产品得看材料:尼龙、Ultem这种耐高温的可以应付某些工况,但金属打印件内部应力大,后处理不到位容易裂。我试过用DMLS打印铝合金支架,热处理去应力后勉强能用,但成本比机加工还贵,除非砂型铸造根本做不到的复杂流道——这时候才划算。所以,评估性价比是第一位,别被技术炫晕了。
问:小工厂想上快速成型,最推荐哪种?
答:起步我建议搞台工业级FDM,十来万,喷ABS或PC,做检具、工装夹具简直神器。我们车间里现在连焊接定位块都直接打印,随用随打,坏了重来,比外协加工灵活一万倍。如果预算充足,加一台桌面级SLA,做精致手板给客户展示,成交率高不少。⚠️ 别一上来就追求铺粉的SLS,维护麻烦,又占地方,除非你订单多到能摊薄成本。
未来的制造,已经来了
去年在德国看到一条柔性产线,机械臂末端装着打印头,边装配边增材——整个数字孪生体实时映射。那一刻我突然觉得,我们争论了二十年的“无图纸生产”,其实已经站到了门口。快速成型不再是孤立的原型环节,它正与CNC、注塑、铸造揉成一团,成为混合制造。供应链被碾碎了:以前是“设计->试模->批量”,现在是“设计->打印->发货”,中间商没了,响应速度快得可怕。
对了,还要吐槽一个误区:总有人问“3D打印是不是要革传统制造的命?” 哪儿跟哪儿啊!它补的是短板,不是替代。百件以下的、复杂到五轴都无法加工的、需要一体化成型的——这才是它的主场。⚡ 我们这种老家伙,也得时刻学习,不然连实习生画的那个拓扑优化支架都看不懂。
快速成型这条路,我走了快二十年,犯过的错能写本书。但每次看到机器里慢慢长出零件,还是会起鸡皮疙瘩。这感觉,就像当年第一次摸到数控机床的液晶屏——是未来在招手。