但话说回来,工业原型这玩意儿,本来就容易让人产生错觉。外行看热闹,内行看门道,而真正的门道,往往藏在那些灰头土脸的车间角落,或者报废品堆里。
手工样件:返璞归真的暴力美学

别一上来就惦记着五轴机床、激光烧结。很多情况下,最靠谱的原型是一把锉刀、一台台钻搞出来的。尤其对于结构简单的钣金件,激光切割完再手工折弯,半天就能出活——精度?±0.5mm以内毫无压力,关键只要你跟师傅关系够铁,他甚至会帮你把锐边都打磨得圆润。这才是真正的客制化服务。
不过手工活有个致命弱点:一致性。你要是只做一件,老师傅能给你雕出花儿来;但要是同样的东西做三件,第三件很可能跟第一件手感都不一样。所以如果你的原型需要拿去跑重复性测试,趁早死了这条心。
手工原型最适合的场景是验证装配关系——比如两个支架能不能对上螺丝孔,走线空间够不够。它快、便宜,而且修改起来不心疼。用钳子掰一下,再焊个加强筋,十分钟搞定。这种灵活性,任何数控设备都比不了。
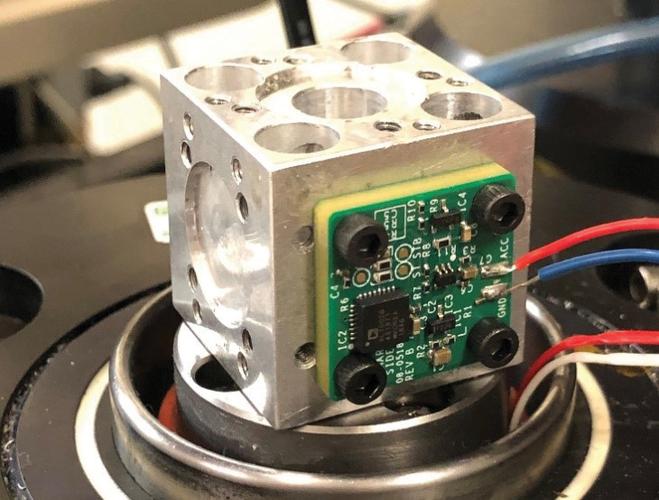
CNC手板:当精度成为硬指标
一旦涉及运动机构、密封配合,CNC手板就是绕不过去的坎了。说实话,第一次拿到铝合金数控出来的零件,那表面光洁度——你甚至会怀疑这真是从一块毛胚铣出来的?刀具路径的痕迹在特定角度下微微反光,有种精密仪器特有的秩序感。

但CNC的坑也不少。最典型的就是图纸上画了个直角,加工出来根部却有个R角,因为铣刀本身就是圆的。新手设计师常常忘记考虑这一点,结果装配时发现零件怼不进去,还以为是加工超差。其实是你设计不合工艺规范——这一点,没挨过车间师傅骂的人永远不会懂。
还有一个让人头大的问题:价格。同样是巴掌大的铝件,有的报价200,有的敢要2000。为什么?
问:为什么同样的图纸,不同供应商报价能差10倍?
答:你以为只是材料费和机时费的差别?太天真了。低报价可能压根没考虑工装夹具,直接用虎钳夹着干,薄壁件一夹就变形,精度全凭运气。而专业手板厂会评估是否需要做专用吸盘、是否需要分序加工,这些隐性成本摊进去,价格自然就上去了。还有一种情况——有些供应商干脆就不想做你这单,报个天价劝退,省得麻烦。
问:3D打印的原型强度够做功能测试吗?
答:看工艺,也看你怎么用。一般的FDM打印,PLA材料又脆又怕热,只能看看外观或者做个简单的卡扣测试。尼龙烧结(SLS)的强度会好很多,但各向异性依然存在——沿着层叠方向受拉,强度可能只有横向的60%。真要模拟最终量产材料的力学性能,可能还得靠CNC或者硅胶复模,用上接近量产料的聚氨酯树脂。我这几年踩过的雷:用光敏树脂件去测跌落,结果碎成一地渣,测试数据全废,还差点伤到人。
验证与迭代:原型真正的价值所在
很多人以为原型做出来就大功告成了,拍照发朋友圈,等表扬。错了。原型只有跑起来,才会暴露出各种诡异问题。比如我们有个项目,电机支架的固有频率刚好跟电机转速共振,开机就跟拖拉机似的,整个桌子都在抖——CAE仿真根本没算到这个,因为边界条件设得过于理想。
这时候原型的可改性就体现出来了。加个筋、换个安装点,快速迭代几轮,问题就收敛了。如果直接开模,改动成本乘以百倍都不止。所以原型不是炫技,是一张相对廉价的犯错许可证。
有时候迭代到第三版、第四版,你会突然怀疑人生:是不是自己太菜了?怎么总有新的问题冒出来?老实讲,这种挫败感是常态。好的原型计划,就是假设自己一定会犯错,然后尽量让错误尽早发生、以最低成本发生。那些一次性成功的传说,要么是简单到不值一提,要么是幸存者偏差。
还有一点,原型测试记得保留原始数据和坏件。不是让你搞废品艺术展,而是当你后续优化时,翻出最早的失效模式,往往能找到新的思路。我就有过从废品堆里捡回第一版支架,发现它虽然在某个工况下断裂了,但断裂路径恰好证明了另一条传力路径的可行性,直接催生了第二代设计。
回头再看那个拿树脂件演示的团队……他们后来确实吃了大亏,但也因此学乖了,下次带来了真正的铝合金样机,并且老老实实在高温箱里连续测了72小时。工业原型这东西,尊重它,它就是你的探路杖;轻视它,它就是你的绊脚石。哪儿有什么捷径,不就是一次一次试出来的么。