电导率藏着多少鬼心思
很多人以为金属检测就是拿个探头晃一晃,听个响儿。结果呢?废品率照样居高不下。你用涡流法测铜合金,电导率读数飘得跟心电图似的。为什么?因为工件表面那层氧化皮根本没打磨干净,探头一搭上去,干扰信号比有用信号还大。❗ 有次我去一家铝轮毂厂,他们质检员特自信:“我们每天开工前都用标准试块校准,绝对没问题。”我二话没说,把他们的探头拿起来往自家带来的6061对比块上一放——偏差了7%IACS。那哥们脸瞬间绿了。
超声波检测的“听”与“猜”
再说超声波。这东西往高了说,是在跟声速、衰减、波形纠缠;往低了说,就是听个声儿。但那个声儿,听不懂就是噪音,听懂了就是金矿。 有一次,我帮一家注塑机厂商检测拉杆销孔内部疲劳裂纹。常规直探头扫过去,底面回波正常得很,一点衰减都没有。但我就觉得不对劲——那种直觉,老检测员都懂。换成小角度纵波斜探头再扫,好家伙,一个埋藏在孔壁下3mm处的微裂纹群,反射信号弱得跟蚊子哼似的,但波形包络就是有鬼。 超声检测最怕的就是“波形正常”下的盲区。 材质晶粒度、热处理状态、曲面耦合,哪个地方打个马虎眼,裂纹就藏进去了。我到现在还记得带我的师傅说的一句话:“机器不会骗人,但用机器的人会骗自己。” 问:我们厂主要做不锈钢锻件,发现用超声检测时,靠近法兰侧壁的缺陷总漏检。探头也换了,灵敏度也调了,还是不行。到底怎么回事? 答:你提到的这个问题太典型了。锻件法兰根部的圆角,探头根本贴不上去,声束入射角一大,横波就窜出来,纵波检测能量全跑偏了。✅ 解决办法:要么定制相控阵探头,用扇扫覆盖;要么老老实实把工件泡水槽里,用水浸法+聚焦探头。成本高一点,但比漏检后整个锻件报废合算。再有,注意法兰面加工余量,有时候表面回波太强,把缺陷回波淹了,要调一下阻尼和抑制。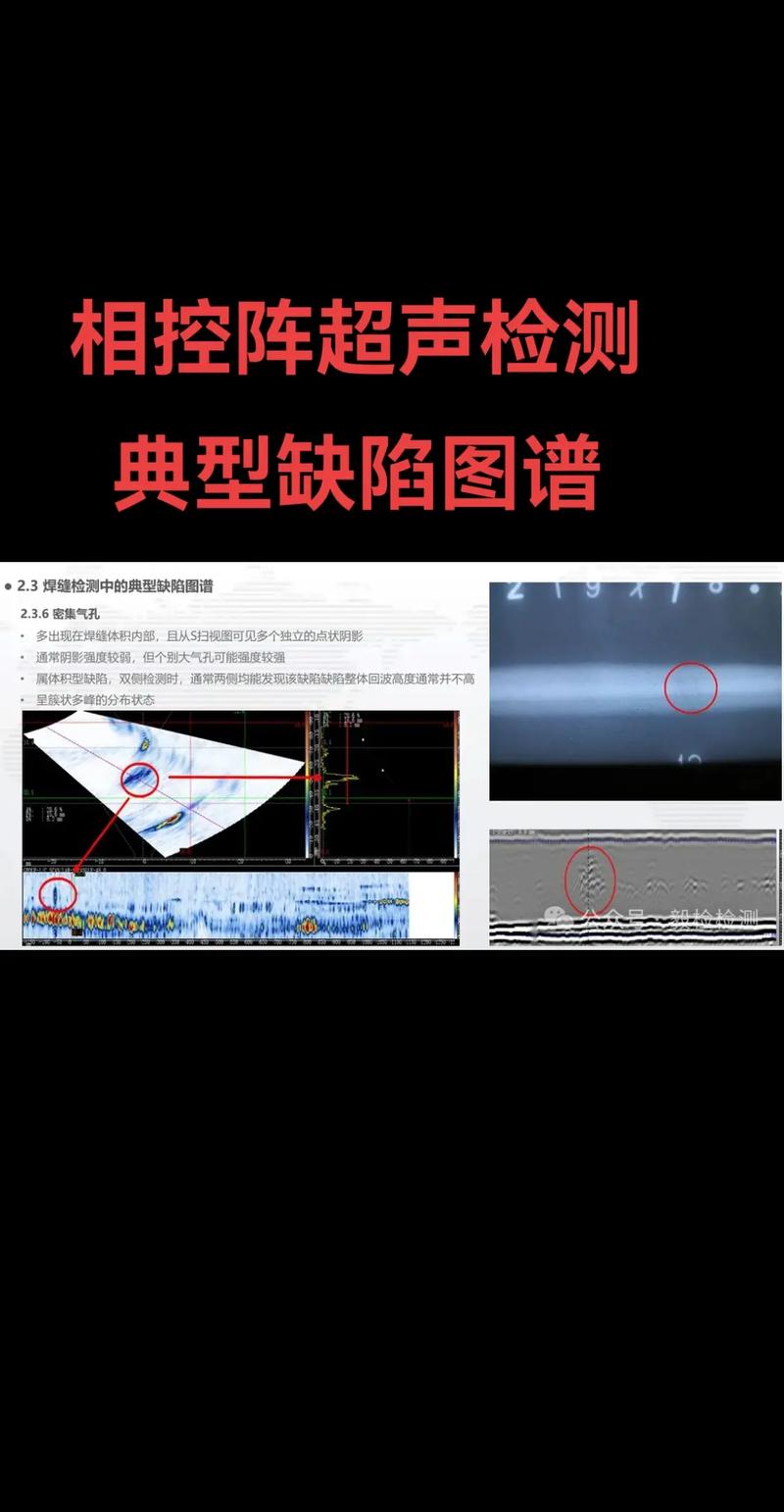
在线金属分选:速度与误判的拉锯战
写在乱七八糟之后