为什么你测的 Ra 值总是“不对”?
其实大多数时候不是仪器不准,是测量条件压根没设对。就拿取样长度(Cut-off)来说,如果你测的是粗加工表面,还套用精磨的 0.8mm 甚至 0.25mm,就等于只看了局部坑洼,漏掉了长波段的轮廓误差。反过来,超精面用 2.5mm 取样长度,可能会把平面度误差也揉进粗糙度里——仪器不背这锅。
粗糙度仪的核心参数,Ra 压根不是全部
Ra 是算术平均偏差,用在绝大多数图纸上,但它天生有盲区。你想想,一个表面全是宽而浅的凹坑,和另一个表面满是窄而深的沟槽,Ra 可以几乎一样,但密封性、耐磨性、疲劳寿命能一样吗?💡所以关键场合你必须看 Rz(微观不平度十点高度)或者 Rt(最大峰谷距),甚至 RSm(轮廓单元的平均间距)。 有次我们接了个液压阀块的活,客户图纸要求 Rz ≤ 6.3,但没标 Ra。车间图省事用便携式打了几个 Ra 都在 1.6 以内,就以为自己干得漂亮。结果装配后内漏,拆下来一查,原来有几道深划伤藏在 Ra 的均化效果里,Rz 直接窜到 15 以上了。想当然地用 Ra 替代其他参数,迟早要交学费。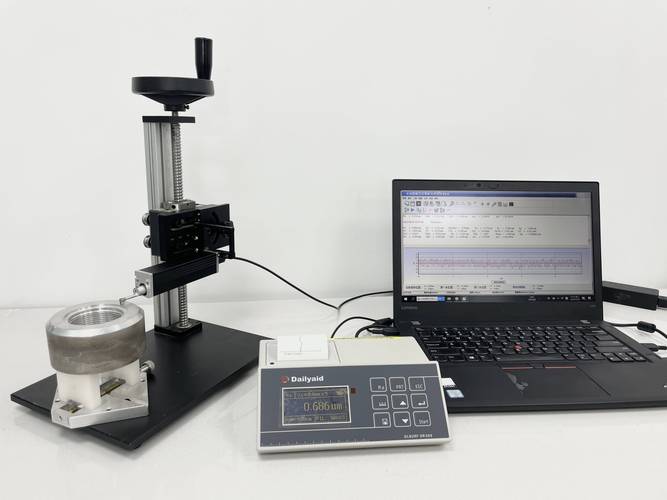
选型不谈需求,就是耍流氓
我的几次翻车经历,都是泪