去年厂里那台砂磨机又趴窝了,研磨的蓝色浆怎么都达不到细度要求,还特么漏珠!拆开一看,棒销都快磨成针了——才用了八个月啊。老板冲我瞪眼,我恨不得把设备厂家的宣传单摔他脸上:说好的“高效耐磨”呢?这就是个天大的笑话。
说实话,砂磨机这玩意儿,选不好就是烧钱机器。我不是吓唬你,这些年踩过的坑,都够我写本血泪史了。不过话说回来,它确实是涂料、油墨、农药这些行业离不开的研磨设备,细度、效率、稳定的核心就靠它。
砂磨机的分类:别被“纳米”忽悠瘸了
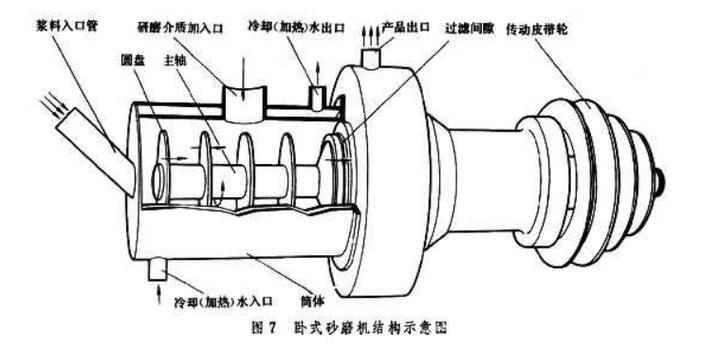
市面上砂磨机种类多得让人眼花。卧式、立式、盘片、棒销……还有动不动就标榜“纳米级”的。❗ 很多销售吹得天花乱坠,其实基本原理就那回事——利用研磨介质(通常是氧化锆珠)在搅拌器带动下撞击、剪切物料,把颗粒磨细。关键是结构和参数匹配你的物料。
说句得罪人的话:普通涂料选个盘片式足够了,非要上棒销式,结果粘度一大、珠子一堵,反而适得其反。棒销式能量密集,适合高细度、难研磨的,但发热量大,对密封要求高。我见过一个厂,用棒销式磨碳黑,结果温度失控,树脂都胶化了,整个一批料报废——悲剧。
选型的核心:问清自己这3个问题
问:怎么根据物料粘度选择砂磨机?
答:低粘度(<1,000 cps)通常用卧式砂磨机,流动性好,效率高;粘度中等的(1,000-5,000 cps)可以考虑立式或锥形砂磨机,带强制循环;高粘度(>5,000 cps)就得用双轴或多轴机型了。 但这不是绝对的!有些配方加料顺序一变,粘度骤降。我遇到过一种醇酸漆,一开始研磨粘度30,000 cps,简直像膏状,后来调整溶剂比例,降到3,000 cps,普通卧式照样干。所以,先摸透你的物料特性,别光看参数表。
问:研磨介质怎么选?是不是越小越细?
答:很多人陷入这个误区。介质尺寸确实影响细度,但也不是越小越好。通常,珠径 = 2~3 × 进料粒径 是个经验值。珠子太小,能量不够,磨不细反而产量低;太大,磨损快,还容易堵筛网。材质方面,氧化锆珠最常用,但钇稳定氧化锆比铈稳定的更耐磨,价格也贵。老实说,如果只是磨个建筑涂料,用硅酸锆珠都行,成本省一半,何必追求进口珠?——不过你要是磨汽车漆,那就另说,划痕可是大忌。
问:砂磨机研磨温度太高怎么办?除了冷却水还能做什么?
答:冷却水只是被动散热。主动降温可以从几方面:降低进料温度,比如预冷却;适当提高进料流量,快速带走热量;降低研磨介质填充率,减少摩擦生热。还有一招,分段研磨,第一段快速粗磨,第二段精磨,中间加冷却缓冲罐。我试过,能把温度从80°C降到60°C,收率也高了。
那些“要命”的细节:密封、冷却、筛网
砂磨机出故障,一半以上是因为密封泄漏。机械密封就像心脏,一旦珠子进到密封面,立马报废。我有个习惯,开机前必查冷却水流量,水温超过30°C我就紧张。因为密封冷却不够,弹性元件老化快,然后漏液、漏珠,一套密封换下来好几千。
问:砂磨机筛网堵塞怎么解决?
答:堵塞常见原因有三个:介质破碎后碎片堵、物料干燥结皮、或者筛网选择不当。用缝隙式动态筛网比静态筛网好很多,但价格贵。最简单的办法就是定期反冲,停机时用溶剂反向冲筛网。我见过最狠的招,是某个厂家在筛网外侧加脉冲气暴,效果不错但噪音大。还有就是别偷懒,分离器间隙别调太大,否则珠子跑出来,那就是大事故。
一点私心推荐与感悟
这些年,国产砂磨机进步真大。以前迷信德国、瑞士的,现在国内几家像瑞驰、派勒、琅菱的设备,用下来稳定性不差,价格却香多了。💡 但服务参差不齐,有的厂家卖完就不管了。所以我建议,买砂磨机一定要看厂家的应用实验室,你能拿料去试磨,别光听参数。而且合同里把研磨细度、产能、能耗这些写死,达不到就退货——不然等着扯皮吧。
最后啰嗦一句,设备是死的,人是活的。同样的砂磨机,有的班组磨出来批批达标,有的就老出问题。归根结底,操作工是否细心、是否懂物料,比啥都重要。我见过一个老师傅,靠听砂磨机的声音就能判断珠子缺不缺,这本事,比传感器还灵。
所以,别再张嘴就问“哪个砂磨机最好”,这跟问“什么药能治百病”一样可笑。把你的物料、目标细度、产能、预算扔出来,咱们再聊。