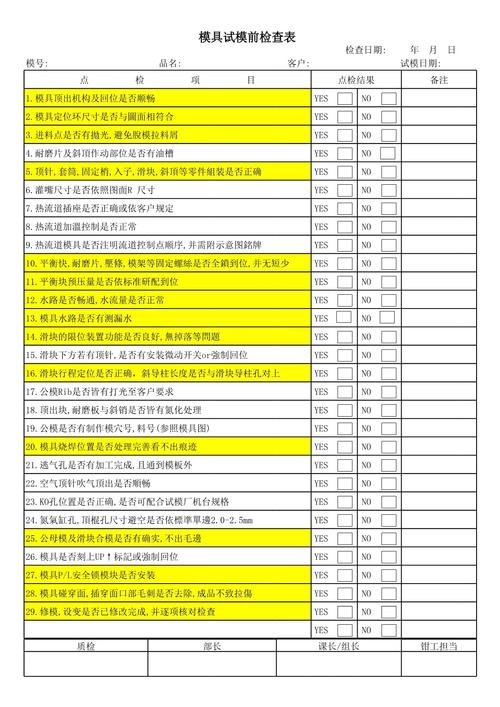
试模前准备:别急着上机,先把这些检查做透
很多新手一拿到模具就兴冲冲往注塑机上怼,结果呢?啪一声,顶针撞了,滑块卡了,傻眼。我自己早些年也犯过这种错,后来养成了强迫症般的检查习惯。首先,模具外观和紧固件必须过一遍:所有螺丝是不是都拧紧了?水嘴有没有堵头松动?吊环螺栓拧到位了吗?有一次我偷懒没查,吊环脱扣差点砸到脚,现在想起来还后怕❗
然后,模具与注塑机的匹配特别关键。定位圈尺寸对不对?顶出孔位置能不能对齐?喷嘴球头半径和主流道衬套是否吻合?这些要是错位,轻则漏料,重则把模具干报废。另外,冷却水路一定得提前通水测试,看看有没有渗漏或堵塞——我就遇到过模具试了一半,水温上不来,拆开一看,水路里全是铁锈渣,整个水垢糊死了。最后,工装夹具、压板螺栓都要备齐,别等模具挂上去了才满地找垫块。
调机参数:温度、压力、速度的三角博弈
调机就是搞平衡。注塑工艺里最折磨人的就是这三样:料筒温度、注射压力、注射速度。料温高了,塑料降解冒烟;低了,熔料流动性差,填充不满。以前带徒弟,老有人把料温设得过高,以为这样好打,结果产品脆得像饼干,一掰就碎——那是材料热分解了!我常用的土办法:看螺杆后退时的熔料光泽,带点油润又不冒烟,基本八九不离十。
压力和速度要配合着来。注射速度太快,容易夹气烧焦;太慢,冷料提前凝固,出现滞流纹。我习惯分段控制:第一段慢速进浇,第二段高速填满型腔,第三段低速保压。但这也是纸上谈兵,遇到筋位薄、深腔的模具,得反复试错。记得有套汽车灯罩模具,缩水怎么都调不好,最后发现是保压时间少给了0.5秒……就这半秒,足足调了一下午,人都崩溃了。
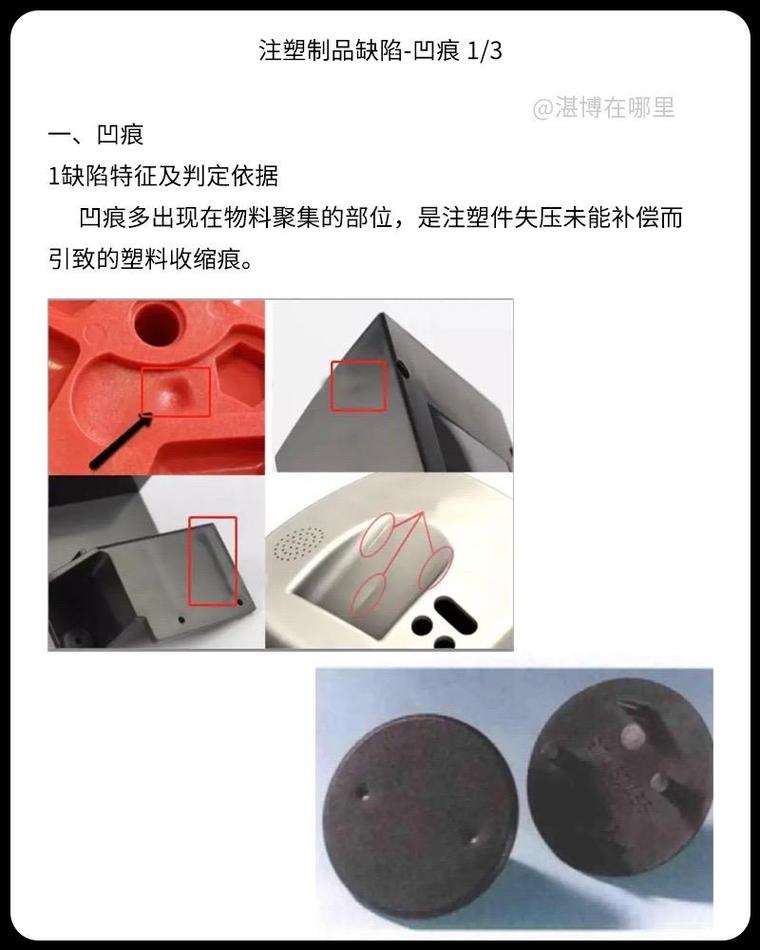
问:试模时最常出现的缺陷——飞边、缩水、困气,到底怎么快速解决?
答:别一上来就修模具!先调机。飞边一般因为锁模力不够,或者注射压力过大。先调低压力,不行再检查模具分型面是不是夹料了。缩水多半是保压不足或冷却时间太短,试试延长保压和冷却。困气最烦人,通常要加排气槽,但临时应急的话,可以把锁模力稍微减小,让微量气体挤出(但可能出飞边,两害相权取其轻吧)。还是那句话,注塑参数是活的,得一个个试。
模具维护:别等趴窝了才后悔
模具是公司的印钞机,但很多人只管用,不管养。我见过最离谱的工厂,模具用完直接扔角落,喷都不喷防锈剂。没几个月,型腔锈得一塌糊涂,镜面变成磨砂面,还怎么打光洁产品?日常保养必须做到位:每生产5000模次左右,就要检查顶针、滑块、导柱的润滑,该加油加油,该换铜套换铜套。弹簧顶针容易断,最好备几套常用规格的替换件,别等断了再拆,浪费时间。
冷却水路的维护更是个大坑。很多模具长期用硬水,水垢把管路直径堵小一半,冷却效率直线下降,生产周期变长不说,产品尺寸还不稳定。定期用除垢剂冲洗水路很有必要,✅推荐每半年做一次全面的模具保养,包括拆开清洗流道、抛光型腔积垢、检查模仁有无微裂纹。去年帮一个朋友处理一套被遗忘的精密接插件模具,拆开一看,滑块油槽全被烧结塑料堵死,修了三天,工钱比做套新模具还贵。
问:模具停用一段时间后重新启用,该注意什么?
答:千万别直接上机!先全面外观检查:有没有生锈?顶针、滑块活动顺不顺?水路通不通?然后,用煤油或清洗剂把型腔彻底擦一遍,去掉油污。上机前最好让模具升温到工作温度再空循环几下,确认顶出和开合模顺畅。如果模具放久了润滑剂干涸,要重新加注,否则一动作就拉伤。我习惯在停用前喷一层模具防锈剂,并把冷却水路用压缩空气吹干,这样重新启用省事很多。
说到底,注塑模具这行,考验的就是细节和耐心。现在有些年轻人觉得调机全靠模流分析软件,啥都模拟好了……但模拟永远替代不了现场的手感跟直觉。每次试模就像一次外科手术,你不仅要懂理论,还得听得懂机器声音里的不对劲,闻得出塑料烧焦前的焦糊味。唉,说多了都是泪。不过话说回来,当看到模具稳定生产出漂亮产品那一瞬间,所有辛苦又都值了。朋友,共勉吧。