2026-06-08 16:28:43 作者:网编
分类:文章
入行的时候,师父甩给我一本设备选型手册,厚得能砸核桃。他说,冲压设备这东西,看参数就行,吨位、行程、闭合高度……我信了。结果后来差点把自己坑进医院。
那台160吨的‘理论王者’,差点要了我的命
实话跟你说吧,我至今记得那个下午。车间里热得像蒸笼,新到的机械压力机正在试模,拉延件。按参数表算,160吨绰绰有余,可滑块刚过半程,就听见‘嘎’一声——模具啃进去,飞轮打滑,安全栓差点没顶住。我当时后背全是冷汗。后来拿示波器一测,实际冲裁力峰值飙到200吨以上。什么概念?那不是冲压,是撞大运。
很多人不知道,冲压设备标称的‘公称压力’,是在特定行程角下的静态理论值。实际冲压过程中,载荷曲线陡得吓人,尤其是厚板冲裁、拉延筋多的时候,瞬间过载能把曲轴憋断。所以现在我看参数,先翻到说明书最后几页的‘许用负荷曲线图’。没有曲线图的压力机,白送我都不要。
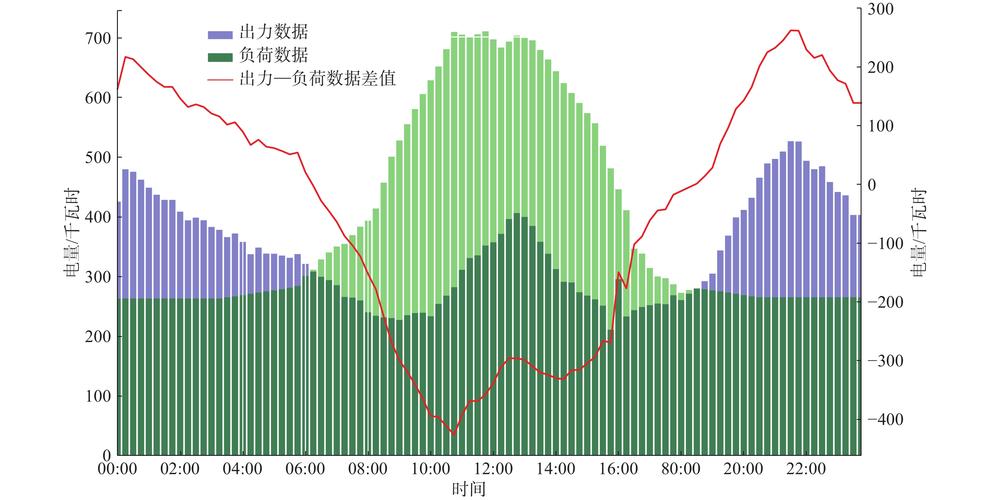 机械压力机许用负荷曲线图对比
机械压力机许用负荷曲线图对比
伺服冲压:听起来很美,用起来……嗯
伺服压力机刚火那会儿,销售吹得天花乱坠:柔性行程、自由编程、节能30%。我们咬咬牙上了一台,打算搞汽车底盘件的深拉延。第一个月,调试工程师住在了车间。滑块运动曲线设了上百组,不是起皱就是破裂。那小子最后崩溃了,跟我说‘哥,这玩意儿比女朋友还难伺候’。
不过话说回来——伺服冲压确实牛,前提是你得懂工艺。传统压力机固定滑块运动模式,冲压就是‘咣当’一下完事。伺服机呢,你可以让滑块在接触材料前加速,拉延时慢得像蜗牛,回程又嗖一下弹起来。这种变速能力,对高强度钢、铝合金成形简直是救星。但代价是,模具导向精度得翻倍,润滑得重调,甚至坯料形状都要改。我们花了大半年,良率才从82%爬到97%。
💡我的建议是:没个三年工艺经验,别碰全电伺服,先从‘混合式’入手。什么叫混合式?就是主传动还是飞轮+离合器,只在局部加个伺服电机辅助调节。钱不多花,稳定性还高。
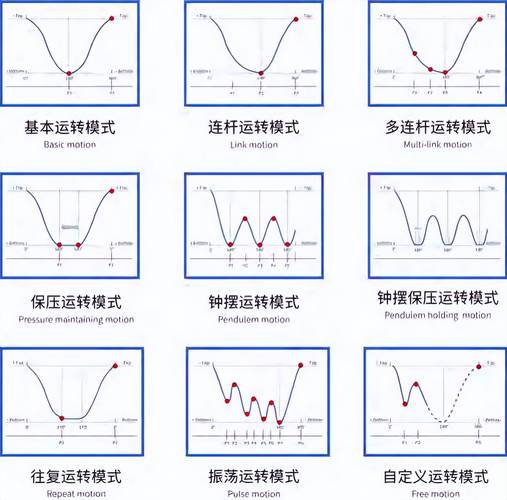 伺服压力机滑块运动曲线编程界面
伺服压力机滑块运动曲线编程界面
自动化冲压线:不是买条机械手就完事了
去年参观一家同行,他们整了条号称全自动的冲压线,结果我一看,端拾器换模要半小时,单件节拍比手动还慢。老板脸都绿了。冲压设备的自动化,核心不在机械手,在‘端拾器快换’、‘模具接口标准化’、‘在线检测’。
说个细节:冲压自动化线上,模具夹紧器必须是液压快换的,定位精度±0.02mm以内。见过用螺栓手动锁模的自动化线吗?那叫行为艺术。还有,废料滑槽得设计成振动式,否则铝板废料堵一次,全线停机两小时。这些都是血泪教训。
问:我们厂主要做中小批量,冲压设备怎么搞自动化才不浪费?
答:千万别上整线。我建议先做‘单机联线’,每台压力机独立上下料,用简易桁架机械手。这样换产灵活,模具一换,机械手改几个点位就成。投资省一大半,效率提升30%-40%还是有的。关键是,以后量大了,再串联成线也容易。
问:新设备验收时,冲压设备最该盯哪几个点?
答:除了精度,先听声音。飞轮运转,有没有周期性‘嗡——嗡——’声?有的话,轴承可能不对。再看润滑系统,油路透明管里有气泡吗?哪怕一个小气泡,都是分油器堵的前兆。最后,拿千分表打一打滑块下死点重复精度,连打50次,看漂移量。超过0.03mm,直接退货。别信什么‘磨合期后就好了’。
很多小年轻迷信品牌,舒勒、小松固然好,但国产扬锻、合锻现在也不差。上周去合肥,看到合锻新出的伺服液压机,四角调平精度能做到0.01mm,价格只有进口的1/3。不过呢,国产机有个通病——管路装配还是糙,液压油清洁度容易超标。提货时一定带个便携式颗粒度检测仪,别怕得罪人。
冲压设备这行,最怕‘差不多先生’。当初我要是不较真那条负荷曲线,现在可能卖废铁为生了。机器不会说话,但它会用残次品、用事故跟你闹情绪。
所以,选型的时候,把参数表丢一边,先去车间听听老师傅的牢骚。他们的骂声里,藏着最真实的选型指南。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:冲压设备选型:别让参数表骗了你,一个老机械的碎碎念
文章链接:https://www.zystgy.cn/a/52411