先别急着划走,我知道你一定听过“3D打印”,甚至自己玩过桌面级的小机器。但是,工业级的增材制造——那东西是另一头野兽。你相信吗?一个原本需要通过锻造、铸造、机加工,折腾几个月才能出来的航空发动机燃油喷嘴,现在,用激光照着金属粉末画几天就出来了。而且它更轻、冷却效率更高,还省掉了十几个零件装配的破事。这是不是像魔术?
但说实话,我刚接触这行时,满脑子都是问号。这玩意儿打出来的东西,强度够吗?会不会用两天就裂?毕竟传统锻造的零件,那是千锤百炼出来的,内部金属流线像肌肉纤维一样致密。增材制造呢?一层一层堆,像千层饼,看着就脆。对吧?可后来我看了不少失效分析报告,还亲手砸过几个试棒,发现——偏见真是害死人。
增材制造这东西,狠就狠在它倒逼你重新思考设计本身。以前我们设计零件,永远要考虑刀路能不能进去,铸造能不能脱模。现在?你只需考虑物理定律。于是那些天马行空的拓扑优化结构,什么点阵夹芯、仿生骨小梁,全蹦出来了。一个承力支架,中间挖成空洞,布满了细细的杆,像个蜂巢——重量减了40%,刚性反而提升。这种变态设计,传统工艺只能干瞪眼。
从粉末到灾难:工艺窗口窄得令人抓狂
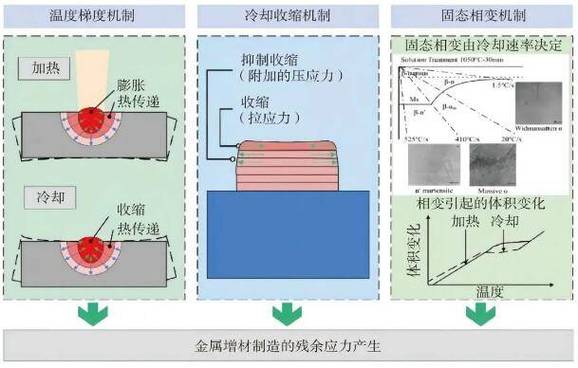
但是!别以为这技术是万能的。我见过太多翻车现场。某厂花大价钱买了台进口粉床熔融设备,打同一种镍基高温合金,夏天打出来效果挺好,一入冬,全裂了。残渣应力太大。后来一查,车间湿度没控制,粉末受潮了。就这?就这!几百万的报废零件堆在那,领导脸都绿了。
所以增材制造的核心秘密,不在机器,而在工艺参数。激光功率、扫描速度、扫描路径、层厚、预热温度……这些参数组合起来,能让你上天也能让你入地。更恶心的是,不同的粉末批次,哪怕同一牌号,流动性稍有差异,工艺窗口又得重新摸索。我认识一个老工艺师,他死磕了整整八个月,才把某种钛合金的致密度稳定到99.95%以上。他说那段时间看激光扫描看得眼睛里都是血丝,做梦都是在调参数。❗这不是没门槛的玩具,这是重工业里的绣花活。
材料:被卡住的脖子,和那些野路子的惊喜
聊增材制造,不谈材料就是耍流氓。目前真正能成熟应用的金属粉末,掰着手指头数:钛合金、铝合金、镍基高温合金、不锈钢、钴铬合金。就这几个。尤其是高品质球形粉末,早几年几乎全靠进口,一公斤大几千块,比银还贵。不过话说回来,这几年国内厂商确实杀出一条血路,价格打下来不少,但稳定性和普适性还得追。
但是有个特别野的案例:有家做模具的厂,想修复一个老的压铸模,那个模肉复杂得要死,传统的堆焊修复容易变形。他们突发奇想,用增材制造的方式,直接在缺损区域生长出新的钢材料——异种材料界面结合得相当好,省了二十几万的成本。✅ 你看,增材修复,这个分支其实比直接打印整件更早实现商业闭环,因为它解决的是实实在在的疼痛:昂贵零件的再制造。
你说的都对,但怎么量化这个“好”?
这是最现实的问题。客户不会只听你吹概念,他要看数据。
问:增材制造件的疲劳强度到底比传统锻件差多少?
答:这是最容易被黑的地方。早期的选区激光熔融件,由于内部气孔、未熔合缺陷,疲劳强度的确惨不忍睹,分散性极大。但现在,通过热等静压(HIP)后处理,能把内部微小缺陷基本焊合,其疲劳寿命已经非常接近锻件水平。某些钛合金件,经过优化后的疲劳极限甚至能超过退火态的锻件。但关键在:你舍不舍得加那道热等静压工序?每公斤成本又上去了。
问:小批量生产,增材制造到底省不省钱?我算来算去机器折旧太贵了。
答:你这么算是个死循环。单独比单件成本,增材制造永远干不过成熟的模锻或压铸。它的优势在功能集成。比如原来需要30个零件组装的一个液压歧管,现在一体打印成一个,省掉焊接、装配、密封测试,甚至把内部流道优化得更圆滑,降低了压力损失。你把省掉的那堆活儿的成本全算上,再看看减重带来的燃油节省,账就平了。还有个隐形收益:随形冷却水道。注塑模具里,这玩意儿能让冷却时间缩短30%,模具寿命还延长。这钱省得吓人。
不过我得泼盆冷水:如果你的零件就是个简单的方块,没有内部复杂特征,没有减重极致需求,你还是回去用CNC吧,别跟风。💡
软件和标准:隐形的战场
很多人都忽略了一点:支撑设计、路径规划、仿真模拟,这些软件太重要了。你随便切片就打,支撑加得跟刺猬一样,后处理工人得拿钳子一根一根掰,还要打磨,搞不好零件就变形。好的支撑,要用最少的接触点,在最恰当的位置拉住悬垂面。这背后是算法。国外几大巨头软件一套就是几十万,不买还不行。
更头疼的是标准。传统材料有国标、美标,性能数据用了上百年。增材制造呢?工艺-组织-性能关系还没吃透,标准到处在补课。航空领域有适航认证压着,算走得快的,医疗植入物也有法规,其他行业?基本靠厂商自己出内部规范。这导致用户不敢信任,一个零件换供应商,可能性能完全不同。唉,这个生态还需要熬。
最后唠叨几句。增材制造不是来革命推翻一切,它是让制造工具箱里多了一把锋利到有点危险的手术刀。用不好,割手;用好了,妙手回春。我反感那种把它吹上天的论调,更反感一棍子打死的保守。保持敏锐,尊重物理,带一点疯狂——这才是工程师对待新技术的态度。