2026-06-08 15:33:43 作者:网编
分类:文章
这几年,每次模具展上总有人拉着我问——你们那随形水路3D打印搞出来没?
我苦笑。这个技术,雷声大雨点小太多年了。
说起来,十几年前我刚入行时,一个老师傅就叼着烟说:“水路嘛,能钻直就直,弯的?做梦。”
现在呢,甭说弯的,蛇形的、螺旋的、甚至像毛细血管一样贴着型腔走的……全都能打出来。
可为什么车间里还是那几根老旧的直通水路?
💡 随形水路到底解决了什么痛点?
注塑模具里,冷却时间往往占到整个成型周期的60%以上。
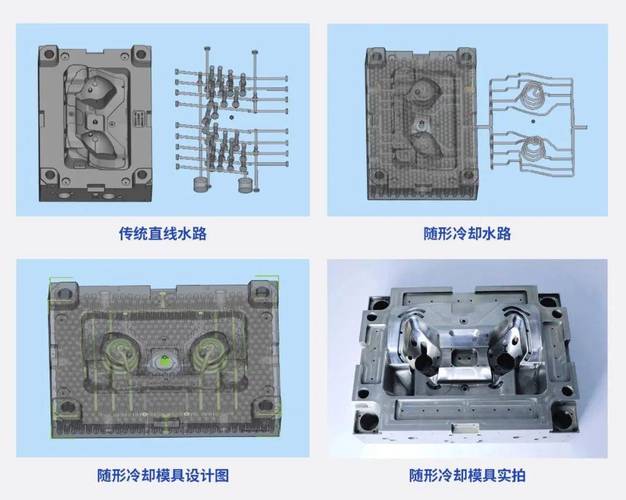
传统机加工水路,受限于钻头,只能走直线。结果型腔最热的地方,冷却水偏偏绕道走。
热点、翘曲、周期拉长……这些老毛病,本质上就是“热交换不均匀”。
而3D打印的随形水路,能像血管网一样均匀密布在型腔表面下方,距离一致,走向自由——
打个比方:原先你拿个破水壶浇花,水流吭哧吭哧还浇不透;现在直接上滴灌,每一寸土壤都润得明明白白。
效果呢?某款汽车灯罩模具,我们实测下来,冷却时间缩短了35%,变形量从0.8mm降到0.2mm。
说实话,这数据让客户当场拍板,但——后续呢?下一套模具又走回老路了。
 随形冷却水路3D打印模具剖面图CAD设计
随形冷却水路3D打印模具剖面图CAD设计
❓ 为什么普及率还是低?
问题出在哪儿?
首先,贵。一套中型模具,光打印这块可能就要多加小两万。
很多老板一算账:“我多招个调机师傅,慢慢调,也不用两万吧?”
可他们没算那隐形成本——调机废品、工时拖延、品质波动……算了,财务那套逻辑,我争不过。
其次,慢。从模具设计优化、打印、热处理到后加工,整个周期比传统长30%以上。
赶上急单?根本来不及搞。
再一个,认知断层。好多模具设计师连模流分析都没玩透,你让他设计随形水路?那得先逆向思维整个型腔的热分布,再结合流道做拓扑优化——这活儿,属于“增材思维”,和减材制造的设计逻辑完全两码事。
🗣️ 两条常见疑惑,实问实答
问:是不是所有模具都适合上随形水路?
答:绝非如此。比如那种结构简单、壁厚均匀、产量又不大的,传统加工足够应付。随形水路真正亮眼的,是高光面、异形薄壳、多热点汇集的复杂件——车灯透镜、风叶、医疗器械外壳之类。强行上,就是杀鸡用牛刀,还割了自己的钱包。
问:打印出来的水路内壁粗糙度,能直接注塑吗?
答:这是个大坑!DMLS/SLM工艺打完,水路内表面那叫一个粗糙,Ra常常飙到10μm以上。不处理就注塑?水垢、锈蚀、流阻增加……两个月就能堵成血栓。所以必须后处理——振动抛光或者化学抛光,至少把内壁Ra降到3.2μm以下。有些高端应用甚至要镀层。但这一步,很多小作坊根本不告知客户,结果模具用了半年就痿了。
 金属3D打印SLM工艺粉末床熔化过程特写
金属3D打印SLM工艺粉末床熔化过程特写
🔧 业内的真实试错
我印象特深,2021年帮一个厂试产医疗器械手柄。
壁厚才2mm,中间嵌了根铜嵌件,冷却稍微不均就缩水。
我们硬着头皮设计了三路环形水路,用316L不锈钢打印,还特地加了一道应力释放退火。
试模那天,注塑机开模一瞬间,产品光得像抛过——全车间欢呼。
可谁知道,量产到第十万模,水路接口处微裂纹了。
追查半天,是打印支撑去除时留了根磕碰瑕疵,应力集中……
这事儿让我明白:3D打印模具的成功,7分在设计,3分在后处理,还有90分在细节控制。(对,我数学体育老师教的,但道理就是这理儿。)
📈 说到底,什么时候回本?
不少采购问我投资回报周期。
简单算个账:假设一套带随形水路的模具比传统贵3万,但每个产品节省冷却时间8秒,一天5000模,成型机小时费率200块,一天省下约2200块。
大约两周就回本。
可关键得订单够稳,要是三天打鱼两天晒网,那账就别算了。
另外,维修也是笔账。传统水路堵了?一根顶针捅捅。随形堵了?你可能得拆掉半个模仁去清洗,甚至重打——备件成本必须提前想好。
问:目前材料可选的多吗?
答:主流的模具钢比如1.2709、18Ni300,甚至M2高速钢粉末都有。但比较脆的比如S136,打印裂纹倾向高,得用特殊参数。很多供应商只吹“能打”,不跟你说工艺窗口极窄,废品率不低。选材料,务必要求供应商提供同批次粉末的拉伸和冲击报告。
🚀 未来,也许是混合制造
 🚀 未来,也许是混合制造
纯粹全打印模具,成本仍然太高。现在聪明点的做法,是基体用传统钢,核心区域用3D打印随形镶块。
这种方式让很多中小厂也能上车,一套模具只多花几千,效果却不打大折扣。
还有上个月看的新闻,某激光厂商搞出了绿光激光器,直接打印纯铜——导热率飙升,对冷却效率又是革命。
不过呢,作为在车间摸了二十年的人,我想说:工具再神,用不好也是摆设。真正的壁垒,永远是懂工艺、敢试错的人。
得了,聊这么多,估计又有人要杠“3D打印精度不行”。您要是还拿桌面的FDM来掂量工业级SLM,那咱真得喝杯茶慢慢唠。
🚀 未来,也许是混合制造
纯粹全打印模具,成本仍然太高。现在聪明点的做法,是基体用传统钢,核心区域用3D打印随形镶块。
这种方式让很多中小厂也能上车,一套模具只多花几千,效果却不打大折扣。
还有上个月看的新闻,某激光厂商搞出了绿光激光器,直接打印纯铜——导热率飙升,对冷却效率又是革命。
不过呢,作为在车间摸了二十年的人,我想说:工具再神,用不好也是摆设。真正的壁垒,永远是懂工艺、敢试错的人。
得了,聊这么多,估计又有人要杠“3D打印精度不行”。您要是还拿桌面的FDM来掂量工业级SLM,那咱真得喝杯茶慢慢唠。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:3D打印随形水路:模具圈的“降维打击”为何迟迟不来?
文章链接:https://www.zystgy.cn/a/52406