进口 vs 国产:差距不是一点半点
先说说大家最关心的吧。买设备的时候,谁没纠结过?德玛吉、马扎克、发那科……这些名字就像悬在头顶的达摩克利斯之剑——贵是真贵,但用起来那是真香。 我早年待过一家外企,清一色德国机床,那精度,那稳定性,干起活来行云流水。后来跳槽到一家民企,老板图便宜上了一批国产机。结果呢?三天两头调精度,丝杠间隙补偿能让人调得怀疑人生。不是说国产不行,是差距它就在那儿摆着。导轨的耐磨性、主轴的动态响应、系统的插补算法……这些核心东西,没几十年积累还真玩不转。 不过话说回来,这几年国产进步也快。比如科德数控、华中数控,在一些非超高精领域已经够用了。而且售后响应比进口快得多——这点必须承认。进口机坏了等配件能等半个月,黄花菜都凉了。
日常使用:那些让人崩溃的瞬间
搞数控的,谁没撞过刀?😱 我刚入行那会儿,编了个程序忘加G43刀具长度补偿,主轴「咣」一声怼到工作台上,刀柄都废了。师傅骂了我三天。 其实撞刀不可怕,可怕的是各种摸不着头脑的故障。比如铝件铣着铣着突然过切,查半天发现是切削液浓度不对导致刀具积屑瘤。再比如加工中心换刀臂卡住,清理了接近开关才恢复——这些破事书本上从来不教。 还有编程。现在年轻人喜欢用CAM软件自动生成刀路,方便是方便,但优化不够。像做深腔薄壁件,不懂手动调整切削参数和走刀策略,分分钟震刀纹惨不忍睹。所以说,只会点鼠标的「编程员」不是好操机工。
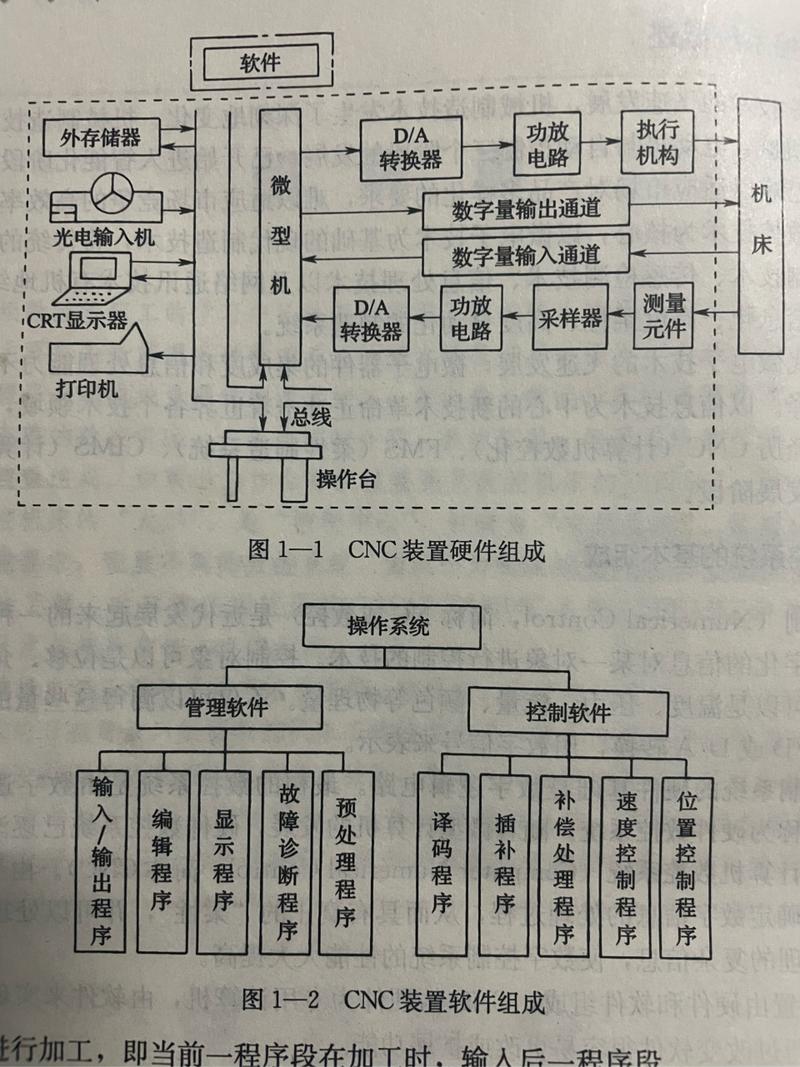
数控机床的脑子:控制系统那些门道
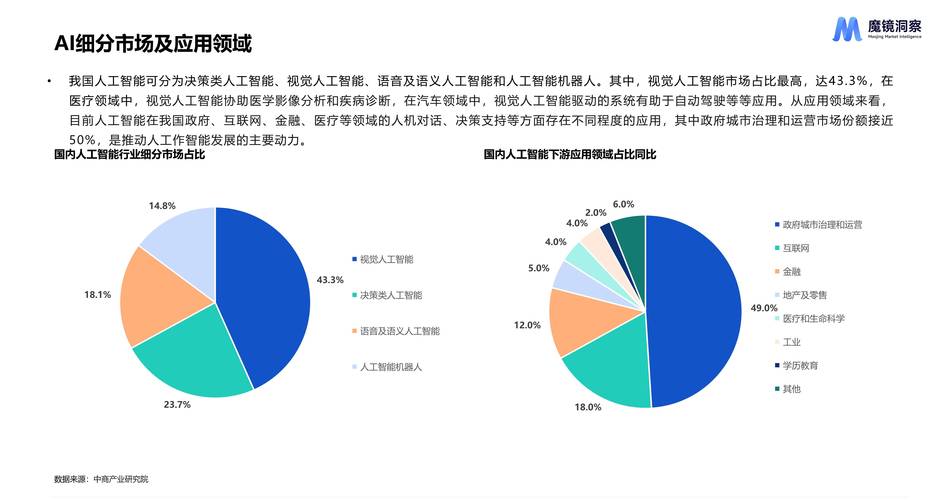
市场与未来:智能化和行业痛点